Short-distance transportation of fine dry powder is an indispensable process across raw material batching, kiln tail dust removal, finished cement storage and flue gas desulfurization in modern dry-process cement production lines. Compared with belt conveyors and bucket elevators, screw conveyors for cement plants have become the preferred bulk material handling equipment worldwide, thanks to their dust-tight enclosure, compact footprint and low civil engineering retrofitting costs.
What is a screw conveyor?
A screw conveyor, also widely known as an auger conveyor, is a standardized positive-displacement bulk material handling machine. It is engineered for horizontal and inclined conveying with a maximum inclination of 60 degrees, suitable for dry, non-sticky fine powders and small granular materials ranging from mild to highly abrasive. Unlike open conveying equipment, the sealed housing of cement screw conveyors blocks fine fugitive dust leakage inherently, which fully complies with global industrial dust emission standards for cement manufacturing facilities.
How Does a Screw Conveyor Work?
A standard screw conveyor operates via coordinated interaction of three core components: power drive unit, helical rotor and outer housing. The geared motor drives the central main shaft and welded helical flights to rotate at a constant speed. Materials receive two primary forces during operation: tangential friction from rotating flights and internal extrusion friction between stacked material particles. Restricted by the circular or U-shaped housing boundary, materials cannot rotate circumferentially with flights, but only generate stable axial linear movement for continuous conveying.
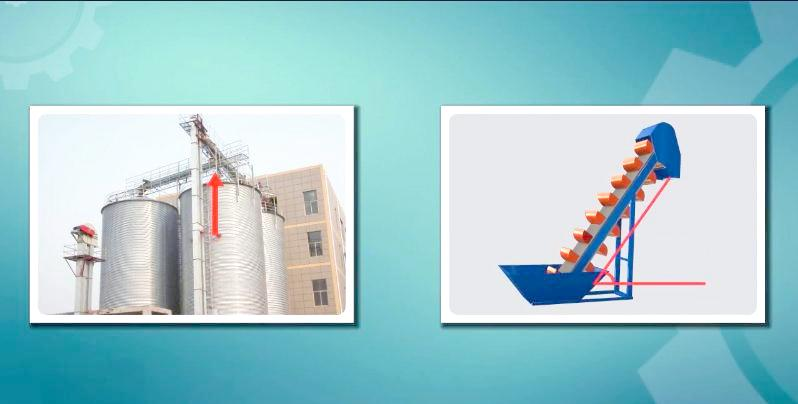
For inclined conveying scenarios unique to cement production: Light industrial powders are prone to tangential slipping during upward conveying. In contrast, cement raw meal and kiln dust feature high bulk density and internal friction coefficients. The axial thrust generated by helical flights can offset material gravity, enabling reliable steep-angle upward conveying — a core advantage that distinguishes cement-specific screw conveyors from general powder handling equipment.
General equal-pitch screw conveyors suffer frequent material backflow, idle rotation and blockages when handling high-silica cement dust under high-temperature and humid working conditions. Two targeted optimizations are adopted for cement-grade screw conveyors: First, variable-pitch flight design, with reduced pitch at the inlet to increase material filling ratio and prevent slipping, and expanded pitch at the outlet to release material compressive stress and avoid clogging. Second, lowered flight peripheral speed to mitigate abrasive wear caused by sharp silica dust particles.
What are the different types of screw conveyors?
Only two shafted screw conveyor types are widely deployed in global cement plants: tubular screw conveyors and trough screw conveyors. Shaftless screw conveyors are only used for damp, agglomerated dust collected from dust collectors and rarely applied in mainstream production lines. Below covers structural configurations, cement-specific upgrades and application boundaries.
1. Standard Component Configuration of Shafted Screw Conveyors
A complete industrial shafted screw conveyor consists of six standardized modules, all compliant with international bulk material handling standards. Each component is customized for harsh cement plant environments:
-
Drive Assembly: Footless shaft-mounted geared motors are the mainstream choice for cement facilities. Eliminating external couplings and safety guards simplifies structural layout, while enclosed motor casings resist fine cement dust ingress and cut unplanned downtime.
-
Helical Rotor: Composed of a solid or hollow central shaft and welded helical flights. Hollow main shafts are used for spans over 6 meters to reduce structural weight and prevent permanent shaft deflection under heavy material loads.
-
Conveyor Housing: Available in tubular and trough styles. Cement-grade housing uses thicker steel plates than general models to withstand long-term abrasive erosion from silica-rich cement dust.
-
Hanger Bearings: Installed every 3 to 5 meters on long-span conveyors to support suspended main shafts. Statistically, hanger bearings are the top failure-prone components in cement screw conveyor systems due to severe dust intrusion.
-
Shaft End Seals: Dual-sided dynamic seals fitted at both inlet and outlet ends to block fugitive dust escaping through shaft gaps, a mandatory component for EPA and EU environmental compliance.
-
Inlet and Outlet Connections: Standard flange connections and offset inlet joints are available. Offset inlets prevent direct high-speed material impact on flights and extend rotor service life for silo bottom discharge.
Global cement maintenance data verifies that hanger bearings and shaft end dynamic seals account for over 90% of screw conveyor malfunctions in cement workshops.
2. Structural Upgrades for Cement Plant Working Conditions
-
Abrasion-Resistant Flight Reinforcement: Mild steel flights wear rapidly in high-silica dust environments. Premium cement screw conveyors adopt low-alloy manganese steel flight substrates with tungsten carbide hardfacing on flight outer edges. For kiln tail dust above 150°C, chromium-molybdenum alloy steel flights are deployed to resist thermal creep deformation.
-
Lubrication-Free Dustproof Hanger Bearings: Grease-lubricated open bearings trap fine cement dust, forming abrasive slurry that causes shaft seizure. Labyrinth dust exclusion structures paired with graphite self-lubricating bushings eliminate periodic greasing and avoid cement product contamination.
-
Condensation-Proof Housing Sealing: In tropical and subtropical cement plants, internal condensation causes powder agglomeration. EPDM waterproof gaskets are installed at housing flange joints, and flexible dust-proof soft connectors isolate ambient moisture and rainwater.
3. Application Boundaries of Two Main Conveyor Types
Tubular Screw Conveyor: Featuring fully sealed circular housing, it delivers superior dust containment performance. It is ideal for silo negative-pressure discharge and steep-angle lifting, with a safe maximum inclination of 60° and a single-unit conveying length limit of 12 meters.
Trough Screw Conveyor: Designed with an open-top U-shaped housing for convenient on-site inspection and debris removal. It is only suitable for horizontal conveying or inclination below 20°. Material backflow surges sharply beyond 20°, leading to dramatic conveying efficiency loss.
How to use a screw conveyor? Standard Applications and Usage Restrictions in Cement Plants
According to international material handling design codes, screw conveyors are not suitable for conveying distances exceeding 70 meters, positioned as short-distance intra-plant powder transfer equipment. Six standardized application scenarios are widely adopted across global cement production lines:
-
Raw Material Batching: Transferring raw meal and fly ash from silo bottoms to gravimetric feeders in narrow equipment corridors where belt conveyors cannot be installed.
-
Kiln Tail Dust Removal: Discharging collected limestone and clinker dust from baghouse and electrostatic precipitator hoppers, recycling dust back to raw material processing systems with high-temperature and anti-condensation configurations.
-
Cement Grinding: Transporting limestone and slag admixtures to ball mill inlets; open trough housings allow easy manual removal of stray metal debris to protect mill liners.
-
Finished Cement Storage: Distributed silo top material distribution to eliminate material segregation and localized cement caking caused by traditional chutes.
-
Flue Gas Desulfurization and Denitrification: Conveying limestone desulfurization powder and denitrification reducing agents with sealed housing to prevent hazardous powder fugitive emissions.
-
On-Site Dust Recovery: Collecting scattered workshop cement powder for centralized recycling to reduce raw material waste.
Critical Usage Restriction: Screw conveyors must never handle oversized abrasive materials such as cement clinker and gypsum lumps. Blocky materials will shear helical flights and cause rotor jamming or shaft deformation. Scraper conveyors are the qualified alternative for lump material conveying.

What is the difference between screw feeder and screw conveyor?
Screw feeders and screw conveyors share nearly identical exterior structures and are frequently confused by cement process engineers. The two devices have no structural quality gap but distinct design purposes, which are the leading cause of inaccurate batching and powder clogging failures:
-
Functional Orientation: A screw feeder is designed for volumetric metered feeding for precise batching processes with a high material filling ratio. A screw conveyor focuses on unmeasured bulk powder transfer with a strictly limited filling ratio without metering functions.
-
Flight Structure: Screw feeders use uniform-pitch flights to maintain stable instantaneous discharge flow. Cement screw conveyors adopt variable-pitch flights prioritizing anti-clogging performance over flow uniformity.
-
Installation Limits: Screw feeders require horizontal installation or an inclination below 10°, as larger tilts disrupt metering accuracy. Screw conveyors support flexible steep-angle installation for diversified layout demands.
What are the advantages of screw conveyors?
Global cement manufacturers must comply with strict EPA and EU fugitive dust and carbon emission regulations. Compared with belt and scraper conveyors, cement screw conveyors possess four irreplaceable operational and environmental advantages:
-
Dust Emission Compliance: Fully sealed housings cut fine fugitive dust emissions by over 90%, eliminating the need for large auxiliary dust hoods to meet industrial air quality standards.
-
Space Layout Flexibility: Slim cross-section enables installation along walls, elevated corridors and narrow mezzanines without large-scale civil structure reconstruction, perfect for aging cement plant retrofits.
-
Low Lifecycle Maintenance Cost: All core wearing parts including bearings and dynamic seals follow global universal specifications, shortening spare part procurement cycles and reducing annual maintenance labor hours.
-
Low-Carbon Material Recycling: Compatible with conveying recycled industrial byproducts such as desulfurized gypsum and tailing admixtures to realize closed-loop material recycling, aligning with global cement industry carbon neutrality targets.
Common Screw Conveyor Failures and Preventive Maintenance for Cement Plants
Based on cross-regional cement equipment maintenance databases, four high-frequency failures and internationally recognized solutions are summarized without non-standard localized data:
1. Material Clogging and Motor Overload
Root causes: Moisture-induced powder agglomeration, instantaneous overfeeding, steep-angle material backflow and flow obstruction by hanger bearings. Solutions: Install level interlock sensors to synchronize upstream feeding speed; add backflow baffles for inclinations over 30°; equip dust hoppers with vibratory arch breakers. Reverse rotation for clog removal is strictly forbidden, as it causes irreversible helical rotor bending.
2. Shaft End Fugitive Dust Leakage
Root cause: Fine cement dust features strong penetration capacity, wearing conventional packing seals out within a short service cycle. Solution: Replace packing seals with heavy-duty mechanical seals matched with local negative-pressure dust extraction ports to recycle leaked dust into centralized dust collection systems.
3. Helical Flight Abrasion Failure
Root causes: Abrasive erosion from high-silica powder and unilateral housing friction caused by rotor concentricity deviation. Solutions: Conduct quarterly flight wear inspection and on-site tungsten carbide hardfacing repair; calibrate rotor concentricity during annual scheduled shutdowns.
4. Hanger Bearing Seizure and Abnormal Noise
Root causes: Dust intrusion from degraded sealing gaskets and abrasive slurry formed by mismatched supplementary grease. Solution: Replace all dustproof seals during annual overhauls; ban supplementary grease injection for all screw conveyors operating in cement dust environments.
Standard Preventive Maintenance Schedule
-
Daily Inspection: Check housing sealing integrity, abnormal operating noise, motor current fluctuation and flexible connector damage.
-
Weekly Inspection: Clear dust buildup on external hanger bearing surfaces and verify negative-pressure dust pipeline patency.
-
Quarterly Inspection: Open trough housing covers to inspect flight abrasion and loose structural bolts.
-
Annual Overhaul: Replace worn bearings and dynamic seals, renew gearbox lubricating oil and repair deformed helical rotors.
Conclusion
Screw conveyors for cement plants are customized material handling equipment rather than general-purpose augers, tailored for high-abrasion, high-dust and variable-temperature cement production environments. Their core competitive strengths include dust-tight operation, flexible spatial layout and low total cost of ownership. Amid tightening global environmental and carbon regulations, customized low-emission cement screw conveyors will remain the dominant solution for short-distance fine powder transfer in modern cement facilities.