What Is a Filter Cage?
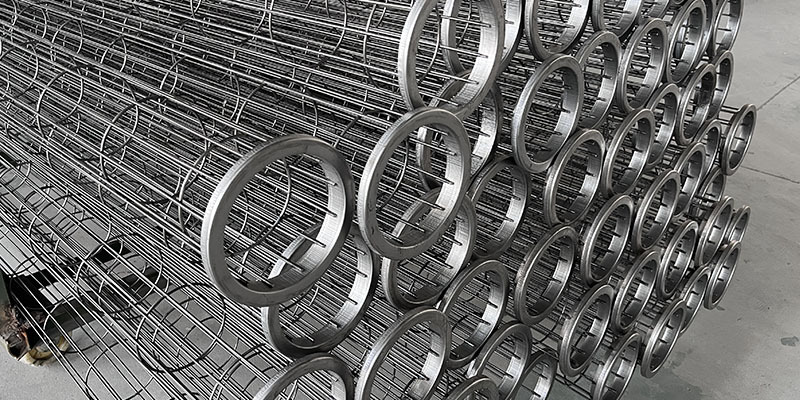
A filter cage, also known as a dust collector bag cage, is a rigid metal supporting framework installed inside filter bags of pulse jet dust collectors. Fabricated with welded longitudinal wires and circumferential reinforcing rings, it supports filter bags to maintain full expansion under fluctuating flue gas airflow and repeated pulse cleaning. It keeps continuous contact with filter bags throughout the whole dust collection operation cycle and acts as a core matching component rather than a trivial spare part.
Field operational data shows that over 80% of filter bags replaced within 12 months fail due to long-term friction with substandard filter cages, instead of flue gas corrosion or dust abrasion. For decades, plant maintenance and procurement teams prioritize filter bag material upgrades but overlook cage quality, mistakenly regarding filter cages as low-cost generic accessories.
This cognitive bias triggers cascading operational risks: unscheduled dust collector shutdown, increased induced draft fan power consumption, and flue gas emission violations.
How Substandard Filter Cages Harm Dust Collector Systems
Structural defects of unqualified filter cages trigger three hidden long-term operational risks that impair dust collector stability, which are rarely documented in mainstream industrial guides:
1. Premature filter bag damage and shutdown
A qualified round filter cage requires a roundness tolerance within ±3mm. Once roundness deviation exceeds 8mm, deformed sections will squeeze filter bags tightly against longitudinal wires. After 6 to 10 months of alternating pulse airflow impact, concentrated friction will pierce filter bag media. Large-scale bag damage directly forces dust collector shutdown and interrupts production.
2. Abnormal pressure drop and excess power consumption
Uneven longitudinal wire spacing disrupts uniform filter bag expansion, leading to partial bag collapse and narrowed airflow channels. The system static pressure will rise by 12% to 18%. To maintain standard exhaust airflow, induced draft fans have to run at higher frequencies, causing a 14% increase in annual power consumption. This energy loss lasts for the entire service life of defective cages.
3. Flue gas emission non-compliance
Unpolished welding burrs on inner reinforcing rings gradually tear filter bag felt. Tiny fabric cracks allow unfiltered particulate matter to leak out, triggering online emission alarms, mandatory environmental rectification and administrative penalties.
Key Takeaway: Filter cages with standard dimensional tolerances and qualified anti-corrosion treatments effectively reduce abnormal filter bag wear and unscheduled dust collector downtime, easing long-term dust collection maintenance burdens.
6 Hidden Filter Cage Defects for Pre-Installation Inspection
90% of cage quality risks cannot be identified via visual inspection. These six overlooked defects are the leading causes of post-installation failures, paired with simple on-site inspection methods for maintenance engineers:
-
Hidden inner welding burrs: Burrs inside circumferential rings are blocked by longitudinal wires and invisible to naked eyes. Inspection method: Wipe the inner cage wall with nylon fabric; broken fabric fibers indicate residual burrs, which will wear through filter bags within 9 months.
-
Asymmetric longitudinal wire spacing: Most guides only focus on wire quantity rather than spacing uniformity. Spacing deviation over 12mm causes unilateral stress concentration on filter bags. Inspection standard: The allowable spacing tolerance is ±5mm measured by steel tape.
-
Galvanized pinhole corrosion: Unqualified galvanizing leaves microscopic pinholes. Acid condensate penetrates pinholes when flue gas temperature drops below dew point, causing irreversible internal pitting corrosion that cannot be repaired by on-site spraying.
-
Venturi axial offset: A central offset over 4mm diverts 35% of pulse cleaning airflow, resulting in thorough upper-bag cleaning and permanent dust bridging at the bag bottom.
-
Unpolished end edges: Sharp raw edges at the top and bottom of cages scratch filter bag collars during installation, causing air leakage at bag-cage joints.
-
Deformation from shipping stacking: Extrusion during ocean freight causes subtle elliptical deformation. The deformation cannot recover after installation and induces permanent filter bag distortion.
Filter Cage Material & Coating Selection by Working Conditions
|
Dust Working Condition
|
Base Material
|
Surface Treatment
|
Structural Parameter Standard
|
|---|---|---|---|
|
Dry limestone dust (Cement plant, ≤130℃, non-corrosive)
|
Q235 carbon steel
|
Electro-galvanizing (40μm coating)
|
12 longitudinal wires (2.2mm diameter), 200mm ring spacing
|
|
High-temperature flue gas (Steel mill, 160-240℃)
|
304 stainless steel
|
High-temperature silicone coating
|
16 longitudinal wires (2.5mm diameter), 180mm ring spacing
|
|
Chloride-containing wet desulfurization dust (high humidity corrosion)
|
316L stainless steel
|
PTFE anti-corrosion coating
|
14 longitudinal wires with anti-dislocation gaskets
|
|
Acid/alkali mist flue gas (sulfur & nitrogen oxides)
|
316L stainless steel
|
Double-layer epoxy coating
|
12 longitudinal wires with full inner wall polishing
|
|
Sticky biomass dust (tar adhesion)
|
Hot-dip galvanized Q235 steel
|
Single-layer PTFE anti-stick coating
|
10 longitudinal wires to reduce bag contact area
|
|
Low-temperature high-humidity grain drying dust
|
Hot-dip galvanized Q235 steel (85μm coating)
|
No secondary coating
|
12 longitudinal wires with sealed anti-rust end caps
|
|
Oil-contained asphalt flue gas
|
304 stainless steel
|
PTFE oil-resistant coating
|
14 longitudinal wires with reinforced bottom rings
|

Filter Cage Working Principles & Structural Specifications
Round and internal star-angle cages are the two mainstream structures worldwide, with distinct stress-bearing mechanisms and applicable scenarios:
Working Principle of Round Filter Cages
Standard round cages are integrally formed by automatic projection welding, followed by electro or hot-dip galvanizing. Evenly arranged longitudinal wires and circumferential rings form a closed cylindrical stress-bearing structure. During pulse cleaning, the cage offsets inward airflow impact to ensure uniform radial expansion of filter bags and prevent local wrinkling. The top cold-stamped short pipe stabilizes bag collar verticality and avoids bag collar tearing under high-pressure airflow.
Working Principle of Internal Star-Angle Cages
Different from round cages, star-angle cages adopt internal polygonal rib support. Their radial rigidity is 32% higher than standard round cages, which maintains filter bag straightness under long-term alternating airflow. They are ideal for high-wind-speed flue ducts with frequent filter bag swinging.
Core Manufacturing & Structural Features
-
One-piece welding standard: Conventional cages adopt 20# carbon steel with one-time die forming. The torsion tolerance is controlled within 2mm per meter. All projection welding joints are free of cold solder, missing solder and burrs after secondary polishing.
-
Anti-adhesion galvanizing performance: Compact zinc coating isolates acidic condensate and prevents rust-bag adhesion, reducing filter bag damage during manual replacement.
-
Bottom detachable structure: The locking bottom design enables independent single-cage replacement without removing adjacent cages, cutting on-site maintenance time by nearly half.
-
Customized compatibility: Custom elliptical, star-angle and full stainless steel cages are available for space-limited and heavy-corrosion dust collectors.
Pre-Installation Dual Inspection Checklist
Inadequate pre-installation inspection is a hidden cause of early filter bag failure. Two mandatory checks are required before installation:
-
Filter bag inspection: Confirm no broken stitching, loose thread ends or fabric scratches, which will expand rapidly under pulse airflow.
-
Dimensional matching inspection: The tolerance between filter bag inner diameter and cage outer diameter shall not exceed ±2mm. Excessive clearance causes bag swinging friction; excessive tightness leads to permanent fabric fatigue.
Integral vs Split Filter Cages: Differences & Application Scenarios
One-Piece Integral Filter Cage
-
Advantages: Seamless integral structure, permanent roundness stability, zero internal airflow leakage
-
Applicable scenarios: Large vertical baghouses with bag length over 4m and sufficient top maintenance space (North American mainstream)
-
Disadvantages: Oversized overall size causes difficult long-distance transportation and cannot pass narrow duct access holes
-
Service life: 6-8 years under standard operating conditions
Two-Section Split Filter Cage
-
Advantages: Compact segmented packaging for easy transportation; no hoisting equipment required for manual on-site assembly
-
Applicable scenarios: Low-ceiling baghouses and retrofitted dust collectors with narrow space (European & Australian mainstream)
-
Disadvantages: Spring connecting joints may shift under long-term pulse vibration, requiring annual gap tightening inspection
-
Service life: 5-7 years under standard operating conditions
Selection Guidance: Choose integral cages for newly built large dust collectors; choose split cages for equipment retrofits and space-restricted workshops.
Practical Maintenance Tips to Extend Cage Service Life
All maintenance operations require no professional disassembly tools and can be completed during routine 2-hour dust collector shutdown:
-
Dew point condensate removal: After shutdown in high-humidity conditions, conduct 15-minute low-pressure cold air backblowing to eliminate surface condensate and prevent pitting corrosion.
-
Local corrosion repair: For coating peeling areas smaller than 2cm², apply room-temperature cured PTFE patches instead of full cage replacement.
-
Cold correction for elliptical deformation: Correct slight elliptical deformation (within 10mm) via manual hydraulic cold shaping. Heating correction is forbidden to avoid metal fatigue failure.
-
Tube sheet gasket replacement: Cage vertical offset is mainly caused by aging silicone gaskets. Replace gaskets every 2 years for position resetting.
-
Inter-ring dust cleaning: Blow accumulated hard dust between reinforcing rings with compressed air quarterly to accelerate corrosion prevention.
Frequently Asked Questions About Filter Cages
Q1: What is the top cause of premature filter cage failure?
Local pitting corrosion caused by flue gas dew point condensate ranks first, followed by metal fatigue from long-term pulse vibration and coating damage from rough transportation. Overall uniform rust rarely causes cage failure in industrial applications.
Q2: Can filter bags work without filter cages?
Only applicable to reverse-air dust collectors, rigid sintered felt bags and small low-pressure laboratory dust removal systems. Standard pulse jet dust collectors require cages due to strong instantaneous cleaning airflow.
Q3: How to quickly verify qualified filter cages before installation?
Check three core tolerances: roundness ≤±3mm, longitudinal wire spacing ≤±5mm, and no inner burrs via nylon fabric testing.
Q4: Does a venturi improve pulse cleaning efficiency?
Venturis boost cleaning efficiency by 11%-15% for filter bags longer than 3.5m. They cause over-blowing on upper bags and bottom dust accumulation for bags shorter than 2.5m, so installation is not recommended.
Q5: What is the best coating for SO2-containing flue gas?
316L stainless steel substrate with PTFE coating is the optimal solution. Epoxy coatings fail rapidly under alternating hot and cold sulfur flue gas.
Q6: Service life of galvanized cages for outdoor use?
Electro-galvanized: 2-3 years; Hot-dip galvanized: 5-6 years. Extra silicone topcoats extend service life for outdoor exposure.
Q7: Why do split cages loosen after one year of use?
Continuous pulse vibration loosens spring connecting clips. Annual tightening inspection solves the problem without part replacement.
Q8: Will mismatched cage sizes damage filter bags?
A 5mm diameter mismatch causes continuous circumferential bag friction, cutting filter bag service life by over 50%.
Summary & Custom Matching Advice
Filter cages are not standardized universal spare parts. Dimensional tolerances, anti-corrosion coatings and structural types directly determine dust collector stability, filter bag lifespan and long-term energy consumption. Most generic online guides only cover basic definitions, while field engineers prioritize actionable inspection, selection and low-cost repair solutions.
We provide free one-on-one technical matching for special working conditions including high-chloride, tar-containing and ultra-high-temperature flue gas, with no mandatory purchase obligation.