



Dust Collector Discharge System
- Air-blocking ash discharge system
- Continuous constant flow
- Anti-blocking and wear-resistant
- Energy-saving and cost-reducing
- Resources recovery
Types

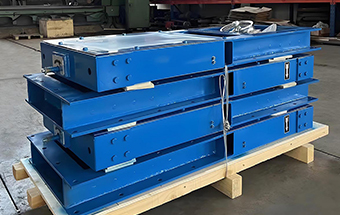
The center for collecting and dispersing dust, preventing secondary dust dispersion, optimizing air flow distribution and ensuring stable operation of the dust collection system.

Mid-sized right-angle design, flange connection, easy for installation.Hard-sealed structure, suitable for normal temperature and normal pressure environment.

Suitable for the outlet of large dust collectors.Optional pneumatic or electric control, enabling remote operation and automated linkage.

It is suitable for light-load or low-frequency operating conditions. Due to its simple structure and fewer failure points, it demonstrates a longer actual service life.

Designed for high-load and continuous operation scenarios, it has a more robust structure and is commonly used in harsh environments such as power plants and steel mills.

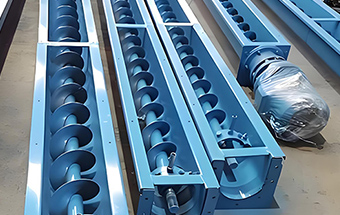
The LS300 screw conveyor is of a relatively small scale, with the throughput requirement being within 20–30m³/h. It is for limited installation space .

The conveying distance can reach up to 16 meters.It is suitable for industries such as chemical engineering, mining and metallurgy, and grain and oil processing.

No mechanical transmission components, less wear and longer lifespan. Fully sealed design, dust-proof and moisture-proof, improving the working environment.
Clog-prevention and flow-assist Design
The dust collector air cannon releases compressed air instantaneously to create a supersonic airflow shock wave that directly targets the clogged area, loosening compacted dust and restoring flowability.
✅ Four-stage operating cycle:
- Inflation stage: The air reservoir continuously fills with compressed air until the pressure rises to 0.4–0.8 MPa.
- Standby stage: The system monitors differential pressure or a timed signal and prepares to trigger.
- Blasting stage: The solenoid valve opens for milliseconds, releasing high-pressure gas instantaneously and generating a powerful shock wave.
- Recovery stage: The valve closes, the reservoir is recharged, and the system waits for the next operation.

Wear-resistant Treatment
For high-wear conditions such as reverberatory furnaces and crushers, discharge ducts and ash-discharge valve blades commonly use wear-resistant alloys, ceramic linings, or hardfacing (weld overlay) techniques to extend service life.
Automated Interlock Control
- High-level interlock: When the hopper level reaches 65% (alarm threshold), the dust collector main fan is automatically shut down to prevent dust blowout, and the air cannon is triggered to clear blockages.
- Blockage-detection interlock: If the screw conveyor motor current rises abnormally (>±15%) or the differential pressure across the air chute increases sharply, the PLC determines a blockage and immediately activates the air cannon.
- Fan–discharge interlock: If the air-chute fan is not running, the screw conveyor is prevented from starting; if the screw conveyor fails, the air cannon is inhibited to avoid dust accumulation.

Darko's Advantage


Darko has extensive project experience in dust-discharge systems. In 2025, through deep field deployment across complex operating conditions and a systems-level engineering approach, Darko delivered not only equipment but also comprehensive solutions that ensure “stable operation, intelligent control, and sustained compliance.” We have supplied more than 200 dust-collection systems for Huaxin Cement across its various industrial and mine sites.
Different Operation Scenarios


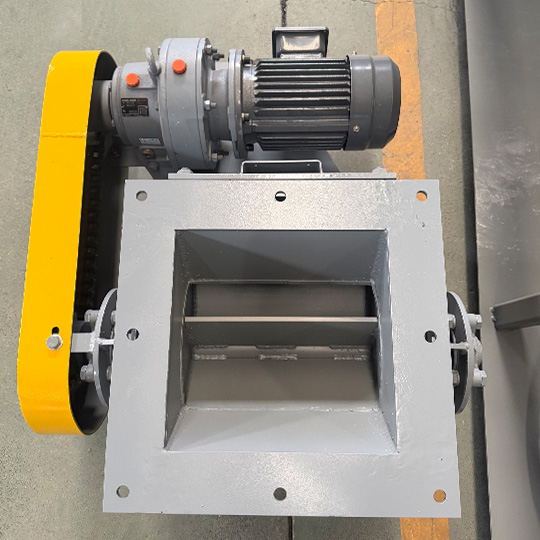
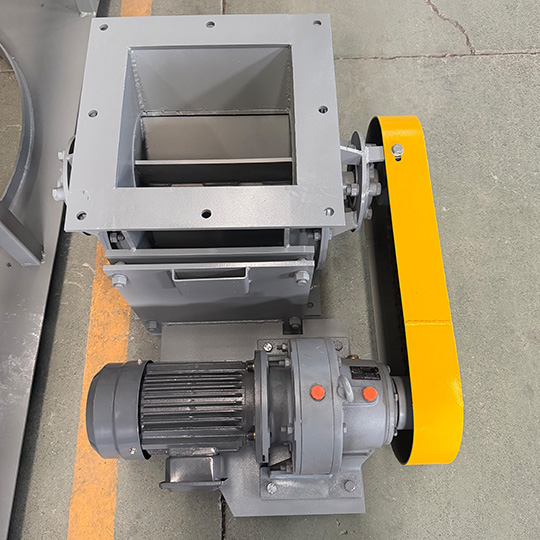
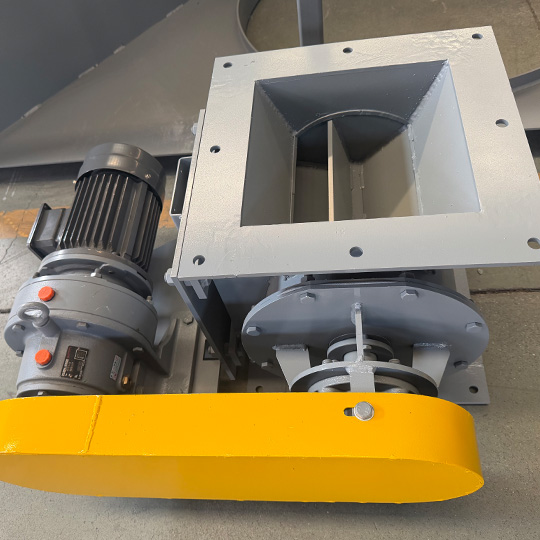
Double-layer flap valve (Hammer or Pneumatic)
- Simple construction, low cost, and less prone to jamming.
- Air-locking performance is weaker than a rotary (star) feeder; may leak under high negative pressure.
- Can be used as a cost-effective alternative where strict sealing is not required.

Combined solution: Screw conveyor + rotary valve
- Process flow: Hopper → screw conveyor for centralized ash conveyance → rotary valve for air-lock discharge → collection bin.
- Advantages: Enables centralized collection from multiple points and reduces manual handling.

Flap valve + pneumatic arch-breaking / vibration assist
- The narrow clearances between rotary valve blades make them prone to jamming with wet materials. The flap valves have a larger opening stroke and offer better anti-plugging performance.
- Fit the hopper with a fluidizing plate or vibrators to improve material flow.
Related Product
-
-

Using material bed grinding increases the fine powder proportion in extruded materials.
-
The groove-free design prevents blockages and is ideal for materials like ash and cement.

FAQ
The clogging of the hopper (commonly known as “bridging”) is often caused by insufficient inclination angle or the lack of a deflector device. The standard inclination angle of the hopper should be ≥ 60°. If the dust has a high humidity and poor fluidity, it is recommended to install a vibrator or an air cannon (with a pressure of 0.4–0.6 MPa) to assist in breaking the damper. At the same time, check whether the discharger is stuck or the seal is ineffective.
It can be diagnosed quickly through “three checks”:
Check the pressure difference: If the pressure difference between the inlet and outlet of the dust collector keeps increasing, it may indicate that the discharge system is not smooth;
Check the ash discharge volume: If the ash discharge is discontinuous or stops, it is necessary to check the rotation speed of the discharger and the discharging situation of the ash hopper;
Check the sealing performance: Feel the connection point of the flange with your hand to check if there is any air leakage, or use smoke detection.
Absolutely possible. The modern intelligent discharge system can achieve remote control through the following methods:
Current Monitoring Module: Real-time collection of motor operating current. Abnormal fluctuations trigger automatic alarms;
Level Interlock Control: High level triggers the start of material discharge, and low level automatically stops the machine for energy saving;
PLC + Touchscreen: Integrated with operation status, fault records, maintenance reminders, and supports viewing on mobile devices.
After being applied by a building materials enterprise, the inspection frequency decreased by 60%, and the fault response time was shortened to within 10 minutes.
It is completely feasible. The star-shaped discharger can be equipped with self-lubricating bearings and an external transmission structure:
The bearings adopt double-row conical roller bearings with self-lubrication function, eliminating the need for regular oiling maintenance.
The motor and reducer are placed outside the bearing housing, preventing high temperatures from being transmitted to the bearing seat and reducing the risk of lubrication failure.
The shell material is selected as 304 stainless steel, which complies with food-grade hygiene standards.
This design has been widely applied in the dairy and starch industries, achieving zero oil leakage.
It is highly likely. If the pressure difference continues to increase and factors such as clogged filter bags or insufficient cleaning pressure are ruled out, the following should be the focus of investigation:
Poor ash discharge results in the backflow of ash in the ash hopper, causing the dust to reattach to the bottom of the filter bags.
The sealing of the star-shaped discharger fails, allowing external air to enter, disrupting the negative pressure balance and affecting the cleaning effect.
The conveying system gets clogged, causing the “back pressure” phenomenon.
Diagnosis suggestions: Shut down the cleaning system and observe if the pressure difference decreases slowly – if it does, it indicates that the dust is naturally settling, confirming that the ash discharge is blocked.