






Bulk Material Handling System
As a professional manufacturer of bulk material handling equipment, Darko specializes in providing high-quality bulk material handling systems, customized conveying systems, and comprehensive bulk material conveying solutions for a wide range of industries. Our full product line covers all core types of bulk material handling equipment, designed to meet the diverse needs of bulk material handling operations—whether for dry bulk materials, hopper-based bulk material handling, or bulk bagged material handling.
What Is Bulk Material Handling?
Bulk material handling is a core engineering discipline focused on the design, implementation, and operation of systems used to transport, store, and process dry bulk materials—that is, materials in powder, granular, or lump form that are stored in piles. Such materials include minerals, ores, coal, grains, sand and gravel, cement, and chemicals, and are widely used across various industrial sectors. Bulk material handling encompasses the entire process from unloading, storage, and conveying to final processing or distribution, serving as a vital pillar of efficient industrial production.

What Is Bulk Material Handling Equipment?
As a professional manufacturer of bulk material handling equipment, Darko offers a comprehensive range of equipment and systems designed to efficiently handle bulk materials across various industries. Our portfolio includes conveying systems for continuous material transport and lifting equipment for vertical handling. We also provide customized solutions for complex applications and professional replacement and upgrade services for customers’ existing systems, comprehensively meeting the material handling needs of diverse industries.
Types Of Material Handling Equipment

Featuring a simple design, high conveying capacity, and the ability to transport materials over long distances, this conveyor is suitable for various bulk materials such as coal and ore. It is widely used in industries including cement, mining, ports, and power plants.



Durable and robust with high load-bearing capacity, these products are suitable for heavy-duty and abrasive materials. They are widely used in the mining, chemical, building materials, and metallurgical industries, and can operate reliably in harsh environments such as high temperatures and high corrosion.

With high conveying capacity and lifting height, it is suitable for powders and granular materials and is widely used in mines, grain silos, cement plants, and for vertical conveying in the food industry.
Benefits of Bulk Equipment Systems
A comprehensive bulk material handling system can significantly enhance a company’s production in terms of efficiency, cost, environmental sustainability, and reliability.

Enables stable, continuous 24-hour material conveyance, significantly boosting overall production efficiency and ensuring uninterrupted production line operations.

Reduces the need for manual handling and on-site supervision, lowering labor costs while also minimizing maintenance expenses and long-term operating costs.






Our Service Process
Our end-to-end service ensures high-efficiency bulk material handling systems with reliable performance and fast technical support.

We analyze your production requirements to provide customized equipment selection ensuring perfect system compatibility.

Our senior engineers create personalized solutions with optimized system configuration based on your specifications.

Detailed pricing covering equipment, installation, shipping and after-sales service with no hidden costs.

Strict quality control at our ISO-certified factory guarantees reliable equipment performance.

Dedicated logistics team ensures on-time delivery with complete installation guidance and training.

24/7 technical support with scheduled maintenance alerts and fast spare parts delivery.
Own Factory, High Quality Manufacturing Power


Applications of Bulk Material Handling Systems
Main Bulk Materials Handled
-
Powdery materials (particle size < 0.1mm):
Poor fluidity, easy to dust and agglomerate, requiring sealed conveying equipment such as screw conveyors and air slide conveyors.Typical materials: cement, fly ash, mineral powder, alumina powder, flour, starch, talcum powder, graphite powder, chemical powder, titanium dioxide, soda ash, sodium benzoate, resin powder, etc. -
Granular materials (particle size 0.1–10mm):
Good fluidity, not easy to agglomerate, suitable for various conveying equipment.Typical materials: grain (wheat, corn, rice, soybean), plastic granules, feed pellets, sand granules, ore particles, coal powder, sugar granules, salt granules, plastic pellets, etc. -
Bulk materials (particle size > 10mm):
Heavy, highly abrasive, requiring high-load conveying equipment such as belt conveyors and chain conveyors.Typical materials: ore (iron ore, coal, limestone), coal briquettes, slag, cement clinker, bulk gravel, construction waste, wood chips, etc. -
Special materials:
Corrosive, high-temperature, viscous or fragile materials requiring customized equipment and materials.Typical materials: corrosive chemicals (acid and alkali powder, crystalline waste liquid), high-temperature materials (high-temperature clinker, molten salt), viscous materials (sludge, paste), fragile materials (glass granules, food granules), etc.
Case Studies
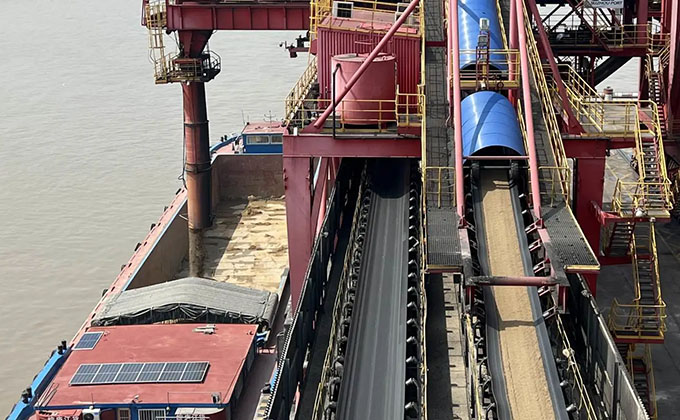
Client: Fuling Company Port Terminal
Challenge: To execute a productivity enhancement retrofit of the existing ship loading conveyor system, requiring a substantial increase in loading efficiency and system reliability within a strict timeframe.
Solution: We provided a key equipment upgrade package, including a ship loader belt and a long-distance inclined mobile belt conveyor.
Key Equipment Parameters:
- Ship Loader Belt: DTII B1000×25000mm, Capacity ≥ 1000 t/h.
- Inclined Mobile Belt Conveyor: DTII B1000×151400mm (approx. 151m), Capacity ≥ 1000 t/h.
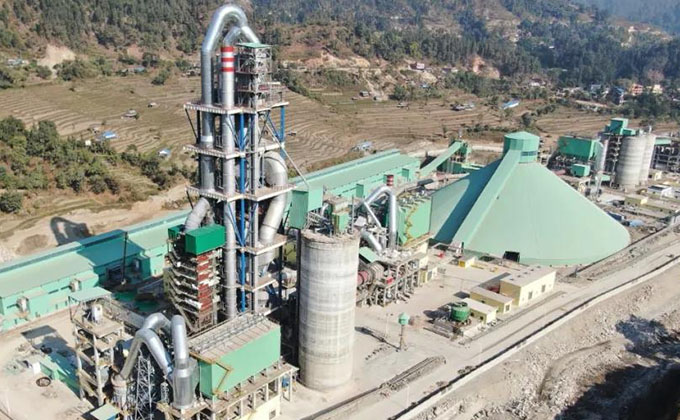
Client: Huaxin Cement
Challenge: To convey adhesive, moist, and highly abrasive clay-rock mixtures. The application involved a long conveying distance, significant elevation lift, and required equipment durability to withstand harsh outdoor environments.
Solution: We supplied two large-scale, heavy-duty DTII belt conveyors, complete with full-length weather protection covers and guards.
Key Equipment Parameters:
- Model & Specification: B1400×38375mm
- Capacity: 600 t/h
- Layout Parameters: 38.4m horizontal center distance, 8.1m vertical lift, 12° incline.
- Environmental Adaptation: Full conveyor covers, designed for outdoor installation.
The core difference lies in the conveying direction and working mode: the belt conveyor uses a conveyor belt to drive materials, mainly for horizontal or inclined continuous conveying, with large conveying capacity and long distance, suitable for various bulk materials; the bucket elevator uses buckets to scoop and lift materials, mainly for vertical conveying, with compact structure and high lifting height, suitable for lifting powder, granular and small block materials.
Bulk materials refer to loose materials without packaging, which are usually divided into three categories: powder (such as cement, fly ash, chemical powder), granular (such as grain, plastic particles, sand particles) and bulk (such as ore, coal, cement clinker), which are widely used in cement, mining, chemical, grain and other industries.




