






Screw Conveyor
- Simple structure, low cost
- Reliable operation, easy maintenance
- Compact design with small footprint
- Sealed conveying prevents dust/pollution
- Flexible loading/unloading points
- Bidirectional material flow capability
What is a Screw Conveyor?
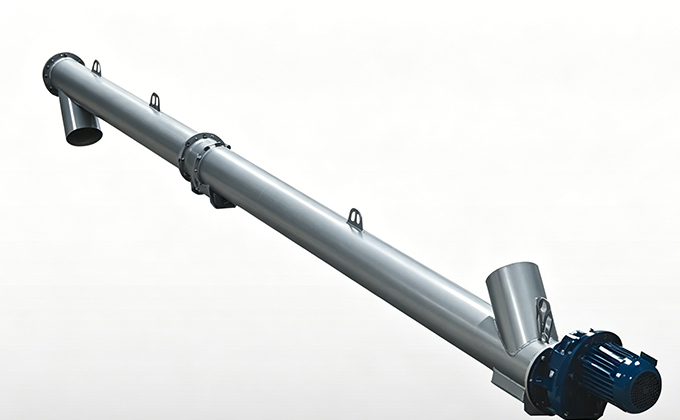
A screw conveyor is a mechanical device that uses a motor-driven rotating spiral to push materials for transportation. It can convey materials horizontally, at an incline, or vertically, offering advantages including simple structure, small cross-section, good sealing, easy operation, convenient maintenance, and enclosed transportation. Screw conveyors are divided into shafted and shaftless types based on design, and U-shaped and tubular types by appearance. Shafted screw conveyors are suitable for non-sticky dry powders and small particles (e.g., cement, fly ash, lime, grain), while shaftless types handle viscous and easily entangled materials (e.g., sludge, biomass, waste).

Screw Conveyor Working Principle
When the screw shaft rotates, the material is pushed forward along the conveyor trough due to gravity and friction against the trough walls, functioning similarly to a stationary nut moving along a rotating screw thread. The primary driving force comes from the spiral blade’s rotation, which exerts upward and forward thrust on the material in the tangential direction of the blades.
To maintain optimal tension on the screw shaft, the drive unit and discharge outlet are typically installed at the same end, with the feed inlet positioned near the opposite tail end. The material moves without rotating with the screw due to its own weight and frictional resistance from the conveyor casing. Different blade profiles (solid, ribbon, or paddle type) are used depending on material characteristics, while thrust bearings at the discharge end handle axial forces and intermediate hanger bearings support longer spans.
Advantages of Screw Conveyors
Screw conveyors offer compact, cost-effective, and versatile material handling with enclosed dust-free operation.

Modular design reduces initial investment costs by 30-40% compared to similar conveying equipment.

Achieves over 4,000 hours MTBF (Mean Time Between Failures) with only routine lubrication required.

Compact profile height (150-400mm) offers 60% better accessibility than belt conveyors in confined spaces like ship holds.

99.5% sealing efficiency handles materials up to 200°C and PM2.5-grade fine dust.

Horizontal models support ≥5 access points; vertical models with screw feeders achieve 95m³/h efficiency.

Simple motor reversal enables two-way material flow with ±2% diversion accuracy.

Variable frequency drives can reduce energy use by 15-20%.

Hardfaced alloy blades extend service life to 8,000 hours; ceramic-lined troughs reduce wear rate by 70%.
Our Service Process
As one of China’s leading screw conveyor manufacturers, we provide high-quality, durable screw conveyor solutions for various industries. Our comprehensive service ensures efficient material handling solutions with reliable performance and responsive technical support.

We analyze your production requirements to provide customized equipment selection ensuring perfect system compatibility.

Our senior engineers create personalized solutions with optimized system configuration based on your specifications.

Detailed pricing covering equipment, installation, shipping and after-sales service with no hidden costs.

Strict quality control at our ISO-certified factory guarantees reliable equipment performance.

Dedicated logistics team ensures on-time delivery with complete installation guidance and training.

24/7 technical support with scheduled maintenance alerts and fast spare parts delivery.
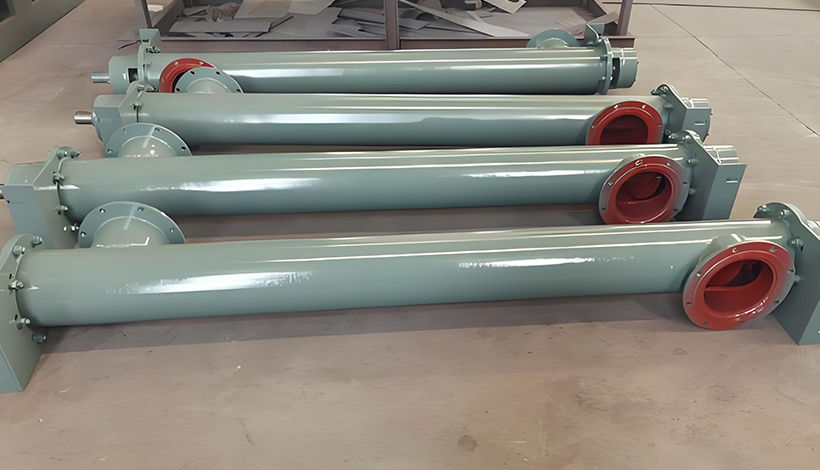
Tubular Screw Conveyor (Tube Type)

Trough Screw Conveyor (U-Trough Type)
Shafted & Shaftless Screw Auger Conveyor


Custom Screw Conveyor Design & Technical Drawing
Own Factory, High Quality Manufacturing Power


As a professional cement equipment manufacturer with 10 years of industry experience, Darko combines innovative engineering with reliable production capabilities. Our ISO-certified facility produces 400+ dust collection systems and 450+ conveying systems annually, serving 500+ global clients with complete solutions from cement silos to dust control systems.
Backed by patented technologies and an experienced R&D team, we specialize in customized, non-standard designs to meet diverse project requirements. Equipped with advanced manufacturing facilities and strict quality control, we ensure every product meets the highest international standards while delivering cost-effective, environmentally friendly solutions for cement plants and industrial applications worldwide.
Innovative and Reliable Screw Conveyor Solutions Across Key Industries
1. Screw Conveyor for Wastewater Treatment: Hygienic and Corrosion-Resistant Sludge Handling Solutions
From primary sedimentation to final disposal of dewatered sludge, reliable sludge conveyance is critical for the stable operation of wastewater treatment plants. Darko’s screw conveyors employ fully enclosed designs and corrosion-resistant materials (such as 304/316 stainless steel), specifically optimized for handling viscous sludge, screenings, and similar materials. The shaftless screw design effectively prevents fibrous material entanglement and clogging, ensuring continuous, low-failure operation in damp, corrosive environments—making them an ideal choice for municipal and industrial wastewater treatment.
2. Grain Screw Conveyor: Gentle and Hygienic Conveying for Food Safety
In the grain, feed, and food processing industries, hygiene, contamination prevention, and material integrity during conveyance are paramount. Our food-grade screw conveyors strictly utilize stainless steel materials and hygienic design (featuring radiused corners, no dead zones, and easy cleaning), complying with relevant certifications like FDA and USDA. They operate smoothly with low noise, minimizing damage to grains, flour, sugar powder, and other materials, thereby safeguarding your product quality and production line cleanliness.
3. Mining and Aggregate Screw Conveyor: Heavy-Duty Solutions for Abrasive Materials
When handling highly abrasive materials like ores, sand, gravel, and mineral powders, conveying equipment demands unparalleled durability. Darko’s heavy-duty screw conveyors are specifically engineered for such harsh conditions. Core components are made from abrasion-resistant steel plate, thickened flights, and heavy-duty shafts, providing exceptional impact resistance and wear life. Whether for pit feeding, production line transfer, or tailings handling, they ensure reliable operation in high-load, dusty environments, significantly reducing maintenance costs and downtime risks.
4. Screw Conveyor for the Cement Industry: Engineered for Abrasion and High Temperatures
The cement production environment poses a dual challenge for conveying equipment: continuous abrasive wear and the thermal load from hot clinker. Darko’s solutions combine the excellent sealing of tubular screws with the wear and heat resistance of special alloys, optimized for conveying raw meal, hot clinker, cement, and alternative fuels (RDF). The enclosed design effectively controls dust, while customized material selection (such as heat-resistant steel) ensures stable operation even near the kiln system, guaranteeing plant-wide production continuity.
5. Chemical Industry Screw Conveyor: Precision and Safety for Diverse Materials
The chemical industry handles a wide variety of materials with diverse properties, which can be corrosive, explosive, or require precise dosing. Our screw conveyors offer highly customized solutions: from explosion-proof (ATEX) certified designs and a full range of corrosion-resistant materials (e.g., Hastelloy cladding, special stainless steels) to integrated high-precision weighing and feeding systems. We are committed to providing safe, reliable, and accurate enclosed conveying solutions for pigments, resins, plastic pellets, and various chemicals.
Screw Conveyor Industrial Application Cases
Our screw conveyor systems are engineered to meet the demanding requirements of bulk material handling across diverse industries. From conveying abrasive materials like kiln feed in cement plants to enabling dust-free conveying of fine powders such as carbon black and limestone powder, our custom screw conveyor solutions ensure reliable, efficient, and enclosed transport. Explore the case studies below to see how our trough, tubular, and shaftless screw conveyors deliver operational excellence in real-world applications.

Industry Application: Chemical / Carbon Black Production
Equipment Model: Φ400 Shaftless Tubular Screw Conveyor
Key Parameters: Capacity 20 t/h, Center Distance 13.75m, Inclination 13°
Project Highlight: Successfully implemented a dust-tight, shaftless screw conveyor solution for handling sticky carbon black powder under a 43°C ambient temperature. The fully enclosed tubular design ensured reliable, clog-free conveying over a long distance with minimal maintenance.

Industry Application: Cement Manufacturing
Equipment Model: ZWLS640×2.9m Shaftless Screw Conveyor for Kiln Feeding
Key Parameters: Rated Capacity 150 m³/h, Screw Diameter 640mm
Project Highlight: Engineered with heavy-duty wear-resistant flights and liners, this shaftless conveyor reliably handles high-temperature, abrasive kiln feed. Its variable-frequency drive ensures precise, adjustable feeding from 50 to 150 m³/h for stable production.

Industry: Sand & Aggregate / Environmental Protection
Equipment: LS630×7500mm Screw Conveyor
Key Specs: 300 t/h, 7.5m length
Highlight: Heavy-duty, abrasion-resistant design for continuous enclosed transfer of dry limestone powder (≤5mm), enabling efficient dust recovery at the loading point.
Screw Conveyor Parts & Main Screw Conveyor Components
Every complete auger conveyor consists of standard screw conveyor parts and professional screw conveyor components. The core functional components include screw conveyor trough, screw conveyor tube, and screw conveyor shafts. We supply full sets of original wear-resistant spare parts to match heavy-duty tubular screw conveyors, shaftless screw conveyor and U-trough screw conveyor models.

- Structure feature: Open semi-cavity design, easy inspection, cleaning and component replacement
- Material option: Carbon steel or 304 stainless steel trough
- Application: Grain, fertilizer, sludge, large particle materials conveying
- Matching accessories: Trough covers, side flanges, liner plates as supporting screw conveyor parts
- Structure feature: Fully enclosed circular pipe, dust-tight, leak-proof
- Material: Thick seamless steel tube, anti-corrosion stainless tube for food & chemical industry
- Application: Cement powder, plastic pellets, fine chemical powder vertical & steep inclined transport
- Advantage: Better sealing performance compared with screw conveyor trough
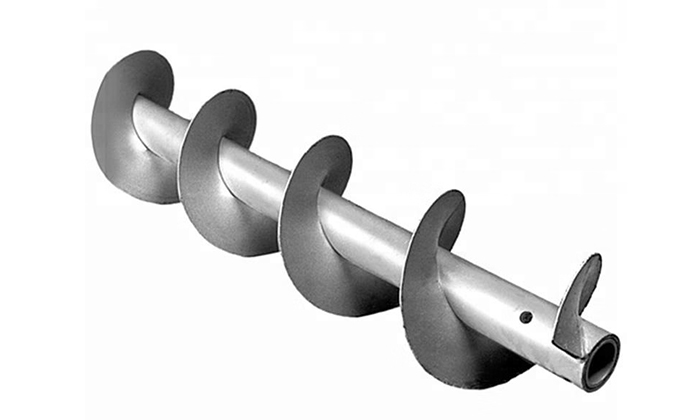
- Product types: Solid light-duty shaft, hollow heavy-duty screw conveyor shafts
- Wear treatment: Surface quenching & anti-abrasion coating for long service life
- Matching parts: Bearing seats, end shafts, connecting sleeves, all available as our screw conveyor parts
- Matching reminder: Shaftless screw conveyor cancels central shafts design, suitable for viscous winding sludge

- Screw flight blades
- Drive motor & gear reducer
- Bearing assembly & sealing gaskets
- Inlet hopper & discharge outlet
- Support stands, connecting flanges and wear liners

More about Screw Conveyor
By fully understanding the relevant technical parameters and structural technology of the screw conveyor, you will have a clearer understanding of the performance advantages and application value of the equipment.
- Technical Performance
- Technical Specifications
- Application
- Structural Features
-
Material to be Conveyed: Dry powdered materials.
-
Conveying Capacity:
The conveying capacity of the chute is influenced by many factors and can vary significantly. Based on theoretical calculations, domestic and international reference data, and field investigations, the following values are recommended for reference when the slope is 6%:Chute Width (mm) Conveying Capacity (m³/h) 250 ~30 315 ~60 400 ~120 500 ~200 -
Slope:
-
A 6% slope is standard for straight chutes, and the slope can be adjusted freely without being affected by flange structure.
-
For coarse materials (e.g., circulating mill products), a 10% slope is recommended.
-
Generally, a steeper slope is advantageous when layout and wear conditions of the permeable layer allow.
-
-
Air Consumption:
-
1.5–3 m³/min per m² of permeable layer.
-
Air consumption is affected by material type, material condition, permeability of the layer, and chute slope.
-
A typical design value is 2 m³/min per m² of permeable layer.
-
-
Air Pressure:
-
400–600 mm water column.
-
Higher values should be selected for larger or longer chutes.
-
A typical design pressure is 500 mm water column.
-
| Parameter | Specification |
|---|---|
| Material Type | Dry powders & fine granules (≤5mm) |
| Conveying Capacity | Up to 200 m³/h (varies with slope & material) |
| Chute Width | 250mm – 500mm (custom sizes available) |
| Slope Angle | Standard 6% (3.5°), adjustable up to 10% (5.7°) for coarse materials |
| Air Consumption | 1.5–3 m³/min per m² of permeable layer |
| Air Pressure | 400–600 mm water column (typically 500 mm WC) |
| Permeable Layer | High-quality woven fabric or porous ceramic tiles (wear-resistant options available) |
Screw conveyors are widely used in various industries, including building materials, chemical, power, metallurgy, coal mining, and grain processing. They are suitable for horizontal or inclined (≤20°) conveying of powdery, granular, and small lump materials, such as coal, ash, slag, cement, and grains, with material temperatures below 200°C.
However, screw conveyors are not suitable for transporting perishable, highly adhesive, or easily agglomerated materials. In concrete mixing plants, their efficiency is particularly well demonstrated.
Key Features & Limitations
-
General Applications
-
Primarily used for powder, granules, and small lumps
-
Common in chemical, construction, and food industries
-
-
Operating Conditions
-
Ambient temperature: -20°C to 50°C
-
Maximum inclination: ≤20°
-
Standard length: <40m (max 70m for heavy-duty models)
-
-
Advantages
-
Simple structure & low manufacturing cost
-
Compact cross-section & excellent sealing
-
Allows multiple loading/unloading points
-
Safe and easy operation
-
-
Disadvantages
-
Higher wear on components
-
Relatively lower capacity compared to belt conveyors
-
Higher power consumption
-
Potential material breakage during transport
-
Note: For sticky or agglomerating materials, consider shaftless screw conveyors or pneumatic systems as alternatives.
-
Screw Blade Types
-
Solid Spiral (S-type): Pitch is 0.8 times the blade diameter (GX series), suitable for powdery and granular materials.
-
Ribbon Spiral (D-type): Pitch equals blade diameter, ideal for powdery and small lump materials.
-
Paddle Spiral: Rarely used, mainly for viscous/compressible materials, enabling mixing during transport. Pitch is ~1.2 times blade diameter.
-
-
Rotation Direction
Screw blades are available in left-hand or right-hand rotation. -
Configuration Types
-
Horizontal Fixed: Most common design.
-
Vertical: For short-distance lifting (max. 8m height), requires horizontal feeding for pressure buildup. Uses solid blades.
-
-
Anti-Clogging Design
LS/GX series discharge ends feature 0.5–1 reverse spiral turn to prevent material clogging. -
Main Components
-
Body: Head/tail bearings, hanger bearings, screw shaft, casing, cover plate, base.
-
Drive Unit: Motor, reducer, coupling, and base.
-
Screw Conveyor Advantages:
✔ Ideal for powders/granules
✔ Fully enclosed – zero dust leakage
✔ Capable of vertical conveying (unlike belt conveyors)
Custom high-temperature models available (up to 300°C) using heat-resistant steel + water-cooled jacket/air cooling system.
-
Shafted: Best for dry powders/granules (cement/grain)
-
Shaftless: Ideal for sticky/tangling materials (sludge/waste)
Related Products
-

Ideal for horizontal or inclined transportation of bulk materials with low energy consumption. Features durable construction, smooth operation, and customizable lengths/widths for mining, grain, and packaging applications.
-

Specifically designed for combustible dust environments with integrated explosion-proof devices and pressure relief systems, compliant with ATEX standards. Perfect for chemical, pharmaceutical, and metalworking industries.
-

Pneumatic conveying solution forfine dry powders(e.g., cement, fly ash). Zero moving parts,energy-efficient airflow design with minimal maintenance requirements.
-

Heavy-duty, dust-tight conveying for abrasive and high-temperature materials. Features sealed casing and reinforced chains, suitable for mining, cement, and power plant applications.
Industry-Leading Screw Conveyor Manufacturer
As a leading screw conveyor manufacturer, DARKO brings over 10 years of expertise in industrial conveying systems. Our ISO-certified equipment, exported to 30+ countries, delivers reliable solutions for coal, metallurgy, chemical, power, and cement applications – combining high efficiency with intelligent control features.
Screw Conveyor Type Selection Guide
1. By Installation Orientation
-
Horizontal Screw Conveyor
-
Inclination ≤20°, ideal for short-distance transport (≤70m)
-
Features: Simple structure, easy maintenance, multi-point loading/unloading
-
Suitable materials: Cement, grains, chemical powders, etc.
-
-
Inclined Screw Conveyor
-
Inclination 20°-45°, lifting height ≤15m
-
Features: Combines benefits of horizontal and vertical conveying
-
Suitable materials: Non-sticky powders & small granules
-
-
Vertical Screw Conveyor
-
90° vertical lift, max. height ≤8m
-
Features: High-speed, compact footprint for space constraints
-
Suitable materials: Free-flowing powders (e.g., flour, plastic pellets)
-
2. By Core Structure
| Type | Advantages | Limitations | Typical Applications |
|---|---|---|---|
| Shafted | Stable operation, long lifespan | Unsuitable for sticky materials | Grain, construction materials, mineral powders |
| Shaftless | Tangle-free, clog-resistant | Shorter conveying distance | Sludge, waste, viscous materials |
3. By Functional Needs
-
Standard Conveying: U-trough/tubular design
-
Mixing Type: Integrated mixing blades for combined transport & blending
-
High-Temp Type: Heat-resistant steel (≤300°C)
-
Explosion-Proof: ATEX-certified for hazardous environments
Selection Tips
▸ Sticky materials → Choose shaftless/ribbon blade
▸ Precision dosing → Opt for VFD drive + weighing module
▸ Corrosive environments → 316L stainless steel construction
Screw conveyors are mainly used for transporting powdered, granular, and small lump materials such as cement, coal powder, grains, fertilizers, and mineral powder. For highly viscous or easily agglomerated materials (e.g., wet sludge, clay), paddle-type screws or special designs are required.
-
Solid Spiral (S-type): Suitable for free-flowing powdered and granular materials (e.g., cement, grains).
-
Ribbon Spiral (D-type): Ideal for small lump materials prone to sticking (e.g., damp coal slag).
-
Paddle Spiral: Used for viscous materials requiring mixing or blending (e.g., sludge, animal feed).
-
Horizontal Conveyors: Simple structure, capable of long-distance transport (up to tens of meters), suitable for most bulk materials.
-
Vertical Conveyors: Limited lifting height (typically ≤8m), require horizontal feeders, and are ideal for space-constrained applications.
-
Material Blockage: Check for excessive moisture, insufficient speed, or missing reverse spiral section.
-
Bearing Overheating: Caused by inadequate lubrication or seal failure—requires regular maintenance.
-
Abnormal Noise: May indicate a bent screw shaft or damaged hanger bearing.