






Bucket Elevators For Sale
Bucket elevators provide reliable, sealed vertical conveying solutions for various bulk materials, including granules and powders. As the core equipment for vertical bulk material conveying, they are widely used in industrial production. Darko’s industrial bucket elevators incorporate advanced design concepts and high-quality materials. They support both continuous and centrifugal discharge methods, with drive options including belt or chain, enabling adaptation to your specific operational requirements. They ensure stable operation, high conveying capacity, and a long service life.
What is a Bucket Elevator?
A bucket elevator is a type of continuous conveying equipment specifically designed for the vertical transport of powdery, granular, and lumpy materials. Industrial bucket elevators use belts or chains as the driving mechanism, combined with centrifugal or continuous discharge methods, to achieve continuous material lifting through the cyclic operation of buckets. With a compact structure and high sealing performance, they are the primary vertical conveying equipment used in industries such as cement, building materials, mining, grain, and chemicals.

Bucket Elevator Working Principle
A bucket elevator primarily consists of core components such as the housing, the traction member (belt or chain), buckets, the drive unit, and the tensioning device. During operation, the drive unit propels the traction member (belt or chain) in a continuous loop. The buckets mounted on the traction member scoop up bulk material from the bottom of the equipment and are lifted upward along with the traction member. When the buckets reach the discharge outlet at the top of the equipment, the material is discharged into a predetermined receiving device according to different discharge methods, completing the vertical conveyance of the material and achieving continuous, efficient bulk material lifting operations.
- Centrifugal discharge: Material is ejected by centrifugal force generated from high-speed rotation;
- Continuous discharge: Material is discharged smoothly through the sequential tipping of buckets and the force of gravity.
After discharge, the buckets descend along the opposite side back to the bottom, continuing the cycle to ensure uninterrupted conveying.
Types of Bucket Elevators
Bucket elevator conveyors can be classified into various types according to driving modes, conveying structures, layout forms and application industries. Each type is specially designed to adapt to different working conditions and material characteristics, ensuring stable, efficient and clean vertical conveying.

Driven by a belt, it operates smoothly and quietly, making it suitable for the vertical conveyance of powdery and granular materials under medium to low loads.

Driven by a chain, it offers high load-bearing capacity and excellent wear resistance, making it suitable for lifting highly abrasive, high-temperature lumpy materials.

With a compact structure and small footprint, it enables continuous, purely vertical material conveying and is suitable for applications with limited space.

Features a Z-shaped conveying path, enabling continuous horizontal-vertical-horizontal material transfer with no damage and excellent sealing performance.

Specifically designed for lightweight, loose materials such as grain and feed, it ensures gentle unloading with minimal breakage, meeting the clean conveying requirements of the grain industry.


It discharges materials by centrifugal force at high speed, ensuring high efficiency and clean unloading for free-flowing granular and powdered materials.

It uses low-speed gravity discharge with closely arranged buckets, providing gentle handling for fragile and abrasive bulk materials.
Advantages of Bucket Elevator
Bucket elevators offer compact design, high conveying efficiency, excellent sealing, smooth operation and easy maintenance, providing an ideal vertical conveying solution for various powdered, granular and lump materials in industrial applications.

Features modular construction with minimal footprint, ideal for space-constrained industrial sites.

Combines gravity-fed loading with induced discharge, reducing energy consumption by over 30% compared to conventional conveyors.

Handles materials ranging from powders to lumps up to 5cm, including highly abrasive substances.

Double-sealed construction maintains dust concentration below 10mg/m³, meeting environmental standards.

Wear-resistant alloy steel components deliver 8-10 years lifespan under normal operating conditions.

Standard PLC monitoring provides real-time operation data and fault alerts.

Single-unit vertical lifting reaches up to 80m, accommodating diverse elevation requirements.

Requires only monthly lubrication, with annual upkeep costs below 3% of equipment value.
Our Service Process
Our end-to-end service ensures high-efficiency material handling solutions with reliable performance and fast technical support.

We analyze your production requirements to provide customized equipment selection ensuring perfect system compatibility.

Our senior engineers create personalized solutions with optimized system configuration based on your specifications.

Detailed pricing covering equipment, installation, shipping and after-sales service with no hidden costs.

Strict quality control at our ISO-certified factory guarantees reliable equipment performance.

Dedicated logistics team ensures on-time delivery with complete installation guidance and training.

24/7 technical support with scheduled maintenance alerts and fast spare parts delivery.
Bucket Elevator Design
Our bucket conveyor design focuses on stable operation, high wear resistance and efficient bulk materials handling. We use high-quality bucket elevator parts including elevator bucket, bucket elevator chain, sprocket and other key components to ensure long service life and reliable performance for cement plants and industrial conveying systems.




1. Conveying Traction Mechanism: Core of Power and Load-Bearing
-
Rubber Belt: Ensures smooth operation with low noise, ideal for dry, non-abrasive materials (e.g., grain, cereals). Heat-resistant belts can handle materials up to 150°C.
-
Chain (Single or Double Strand): Offers high strength and impact resistance, suitable for heavy, abrasive materials (e.g., ores, cement clinker). Wider buckets typically require a double-strand design for optimal stability and durable performance.
2. Bucket Elevator Buckets: Material Carrying Units
Precise selection based on material characteristics is key to ensuring conveying efficiency and cleanliness:
-
Deep/ Cylindrical Buckets: Best for free-flowing, dry granular materials (e.g., cement, grain, sand).
-
Shallow Buckets: Designed for moist, sluggish materials to prevent adhesion and ensure complete discharge.
-
“V” or Acute Angle Buckets: Specifically engineered for sticky, cohesive, and heavy bulk materials, facilitating smooth discharge.
3. Drive and Transmission System
-
Drive Unit: An integrated assembly including industrial gear motor, speed reducer, and backstop (prevents reversal), delivering reliable power for material handling.
-
Head Pulley/ Sprocket and Boot Pulley/ Sprocket: Precisely engineered and manufactured to ensure smooth engagement with the traction mechanism, effectively transmitting power and maintaining tension.
4. Casing and Tensioning Device
-
Elevator Casing: A fully enclosed structure for dust-free operation and environmental protection, featuring inspection windows for easy maintenance.
-
Tensioning Device (Often Automatic Gravity Type): Automatically maintains optimal tension on the traction member, ensuring stable operation and preventing slippage.
Own Factory, High Quality Manufacturing Power


How to Choose the Best Bucket Elevator for Your Sector
Bucket elevators are widely used in industries such as cement and building materials, grain processing, mining and metallurgy, chemical and fertilizer production, power generation, animal feed, and sand and gravel aggregates.
We offer specialized customization for: cement bucket elevators, grain elevators, gypsum bucket elevators, limestone bucket elevators, and ore elevators, among others. These systems reliably convey various materials—including cement, clinker, grains, gypsum, limestone, ore, pulverized coal, and chemical powders—to meet the demands of continuous vertical conveying under heavy-duty, dust-free, and high-head conditions.
Core Industry Challenges and Targeted Solutions
1. Cement Industry
Sector-Specific Challenges: Handling hot clinker (up to 400°C+), highly abrasive raw meal powder, and finished cement. Equipment faces extreme wear, dust containment, and continuous 24/7 operation pressure.
Our Solutions:
- High-Temperature Specific Design: TH/NE series featuring heat-resistant alloy steel chains and buckets, equipped with special heat dissipation structures, specifically designed for clinker cooler discharge points.
- Abrasion-Resistant Configuration: Tungsten carbide wear strips welded on bucket lips, with replaceable wear liners on key contact surfaces.
- Dust Control: Multi-layer sealing structure combined with a slight negative pressure system to prevent cement dust escape.
- Recommended Models: TH Series (Circular Chain Type, Heat-Resistant) and NE Series (Plate Chain Type, Heavy-Duty) are the preferred choices for the cement industry.
2. Grain & Food Industry
Sector-Specific Challenges: Strict hygiene standards (FDA/USDA certification requirements), prevention of cross-contamination, explosive dust environments (flour, sugar powder), and material fragility prone to breakage.
Our Solutions:
- Hygienic Grade Design: Full stainless steel or food-grade coated surfaces, radiused transitions with no dead corners, compliant with CIP/SIP cleaning requirements.
- Explosion-Proof Configuration: Anti-static buckets and traction components, explosion-proof motors and monitoring systems, suitable for ATEX Zone 21/22 areas.
- Gentle Handling: Low fill-factor design and slow operating speed to reduce grain breakage rate.
- Recommended Models: TD Series (Belt Type, Smooth Operation) and Stainless Steel Custom Series (Fully compliant with food-grade standards).
3. Mining & Coal Industry (Mining Bucket Elevator & Coal Bucket Elevator)
Sector-Specific Challenges: Handling large, irregular ores and coal lumps subjects equipment to extremely high impact loads; confined underground space; highly humid and corrosive environments.
Our Solutions:
- Superior Impact Resistance: Reinforced heavy-duty buckets (8-12mm steel plate), strengthened traction chains, and connecting parts.
- Compact Design: Narrow-body models for underground applications, with modularly adjustable height.
- Corrosion Protection: Hot-dip galvanizing or special anti-corrosion coatings to adapt to high-humidity mine environments.
- Recommended Models: NE Series (Plate Chain Type, Ultra-High Strength) and Reinforced TH Series (For heavy-duty ores).
Bucket Elevator Selection Decision Matrix
| Selection Factor | Cement Industry | Grain/Food Industry | Mining/Coal Industry | Recommendation Priority |
|---|---|---|---|---|
| Primary Consideration | Heat Resistance, Wear Resistance | Hygiene Standards, Explosion-Proof | Impact Resistance, Compactness | – |
| Traction Element Choice | Alloy Steel Chains | Food-Grade Stainless Steel Belt/Chains | Heavy-Duty Alloy Steel Chains | Chains vs. Belt |
| Discharge Method | Centrifugal Discharge (High Speed) | Gravity Discharge (Low Speed) | Primarily Centrifugal Discharge | Based on Material Characteristics |
| Operating Speed | Medium-High Speed (1.2-1.8 m/s) | Low Speed (0.8-1.2 m/s) | Medium Speed (1.0-1.5 m/s) | Affects Capacity & Wear |
| Sealing Requirements | Dust Containment Sealing | Cross-Contamination Prevention Sealing | Dust & Waterproof Sealing | Industry-Specific |
| Safety Features | Overload Protection, Temperature Monitoring | Explosion-Proof Design, Emergency Braking | Explosion-Proof, Spark-Resistant Design | Complies with Industry Codes |
| Maintenance Priority | Ease of Wear Parts Replacement | Quick Cleaning and Inspection | Maintainability in Underground Settings | Affects Downtime |
Expert Bucket Elevator Solutions: Driving Efficiency in Cement and Food Industries
Explore our proven bucket elevator solutions designed for demanding industrial applications.

- Industry Application: Cement
- Equipment Model: NE50 Plate Chain Bucket Elevator
- Key Parameters: Handling Capacity 20 t/h, Lifting Height 20m
- Project Highlight: Provided continuous and reliable vertical conveying of finished cement for Huaxin Cement’s grinding plant. The plate chain design ensures long-term stable operation with easy maintenance.

- Industry Application: Cement
- Equipment Model: NE300 Plate Chain Bucket Elevator
- Key Parameters: Handling Capacity 250 t/h, Center Distance (Head to Tail) 15.27m
- Project Highlight: Served Huaxin Cement’s high-output production line. Featuring ultra-high-strength double-strand plate chains and deep wear-resistance technology, it meets the demands of 24/7 continuous, high-capacity conveying, ensuring uninterrupted operation of the entire production line.

- Industry Application: Grain / Food
- Equipment Model: TD Series Belt-Type Bucket Elevator
- Key Parameters: Capacity 50 t/h, Lifting Height 25m
- Project Highlight: Features food-grade hygienic design, operates smoothly with low noise, effectively reduces grain breakage, and meets clean production requirements.
Professional Customized Conveying System Solutions
Precision-engineered material handling systems tailored to your production requirements

We provide complete standard and custom conveying systems tailored to your material handling requirements. Our engineering team designs reliable bucket elevators, belt conveyors, screw conveyors and pneumatic systems using premium components and smart configurations. All equipment is manufactured in-house with strict quality control to ensure seamless integration with your operations. We optimize each system for your specific materials, capacity needs and facility layout to deliver maximum efficiency and longevity.

Our conveying systems come with comprehensive worldwide service and maintenance support. From installation supervision to operator training and 24/7 technical assistance, we ensure your equipment maintains peak performance. We offer remote monitoring options, preventive maintenance programs and genuine spare parts to minimize downtime. Our durable, wear-resistant designs coupled with responsive after-sales service guarantee smooth material handling operations throughout your system’s lifecycle.

More about Bucket Elevators
By fully understanding the relevant technical parameters and structural technology of the bucket elevator , you will have a clearer understanding of the performance advantages and application value of the equipment.
- Bucket Elevator Technical Parameters
- Bucket Elevator Series Comparison Table
- Bucket Elevator Technologies
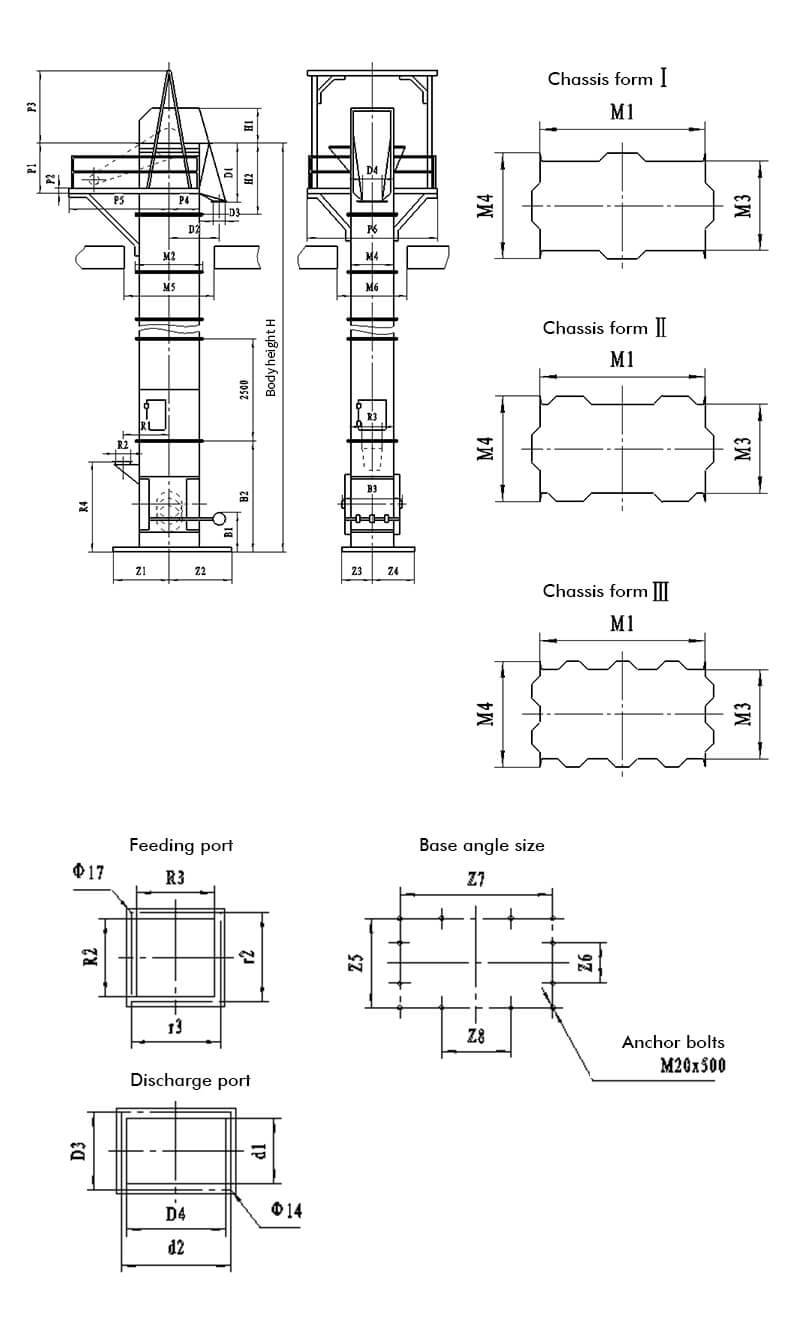
- Bucket Elevator Diagram
- Mechanical Structure of Bucket Elevators
| Parameter Category | Technical Specifications | Remarks/Calculation Formula | Typical Values |
|---|---|---|---|
| Capacity | Theoretical Capacity (m³/h) | Q=3.6×V×a×ψ×γ | 10-500 m³/h |
| Actual Capacity (m³/h) | Q’=Q×K (K=Operating Factor 0.7-1.2) | 7-420 m³/h | |
| Operating Parameters | Lifting Speed (m/s) | Centrifugal:1.5-3.5|Gravity:0.4-1.2 | 1.8 m/s |
| Drive Power (kW) | P=Q×H×g×γ/(367×η) | 3-75 kW | |
| Mechanical Structure | Bucket Volume (L) | Shallow Bucket:0.5-7.6|Deep Bucket:1.0-29.6 | 3.2 L (Shallow) |
| Bucket Spacing (mm) | Determined by bucket type & speed | 200-600 mm | |
| Chain/Belt Specification | Round Chain:Φ10-Φ32|Belt:EP300-EP800 | Φ18×64-MT | |
| Material Compatibility | Max. Particle Size (mm) | ≤1/3 bucket width | Powder/≤30mm Particles |
| Operating Temperature (℃) | Standard:≤80|High-Temp:≤200 | 80℃ (Standard) | |
| Material Bulk Density (t/m³) | Standard Range:0.5-1.6 | Cement:1.2 | |
| Dimensional Parameters | Lifting Height (m) | 5-60m (Sectional Design Required) | 25m |
| Head Section Dimensions (L×W×H) | Determined by capacity | 1800×1200×800mm | |
| Electrical Parameters | Motor Protection Rating | IP55/IP65 (Dust/Waterproof) | IP55 |
| Gearbox Ratio | Selected based on speed requirements | 1:31.5 |
| Model | TD Series | TH Series | NE Series |
|---|---|---|---|
| Structure | Rubber Belt + Shallow Buckets | Round Chain + Deep Buckets | Plate Chain + Medium Buckets |
| Speed | 1.5-2.5m/s | 0.4-1.2m/s | 0.5-1.5m/s |
| Temp. Resistance | ≤80℃ | ≤120℃ | ≤200℃ |
| Industries | Grain/Fertilizer | Cement/Mining | Chemical/High-Temp Materials |
Bucket elevators consist of several essential components, including buckets, drive assemblies, head and tail pulleys (or sprockets), belts (or traction chains), tensioning devices, and enclosures .
Traction Elements
(1) Rubber Belts
-
Buckets are mounted to belts using screws and elastic washers.
-
Belts should be 35–40 mm wider than the buckets.
-
Standard belts can handle materials up to 60°C, while heat-resistant belts are suitable for temperatures up to 150°C.
(2) Chains
-
Single chains are attached to the back wall of buckets.
-
Double chains connect to both sides of buckets.
-
Selection guidelines:
-
Single-chain for bucket widths of 160–250 mm.
-
Double-chain for bucket widths of 320–630 mm.
-
-
Disadvantage: High wear between chain links increases maintenance frequency.
(3) Sprockets
-
Sprockets engage with precision-pitch chain links to transmit motion.
-
They can be solid or spoked gears, designed for smooth interaction with roller chains.
Sprocket Design Considerations:
-
Tooth profile must ensure smooth engagement/disengagement of chain links.
-
Minimizes impact and contact stress during operation.
-
Material selection:
-
Must provide high strength and wear resistance.
-
Heat-treated surfaces for enhanced hardness.
-
Bucket Types & Applications
| Bucket Type | Design Features | Recommended Applications |
|---|---|---|
| Cylindrical Deep Bucket | Slanted opening, deep design | Dry, free-flowing granular materials (e.g., grains, sand) |
| Shallow Bucket | Slanted opening, low depth | Moist, cohesive granular materials (e.g., wet clay, sugar) |
| Triangular Bucket | Self-discharging design | Directional material flow (e.g., seeds, small pellets) |
| Sharp-Angle Bucket | Extended sidewalls act as guide rails | Highly viscous or heavy lump materials (e.g., coal, ore) |
Key Features of Sharp-Angle Buckets:
-
Sidewalls extend beyond the base, forming a discharge chute.
-
Ideal for sticky or heavy block materials due to forced discharge.
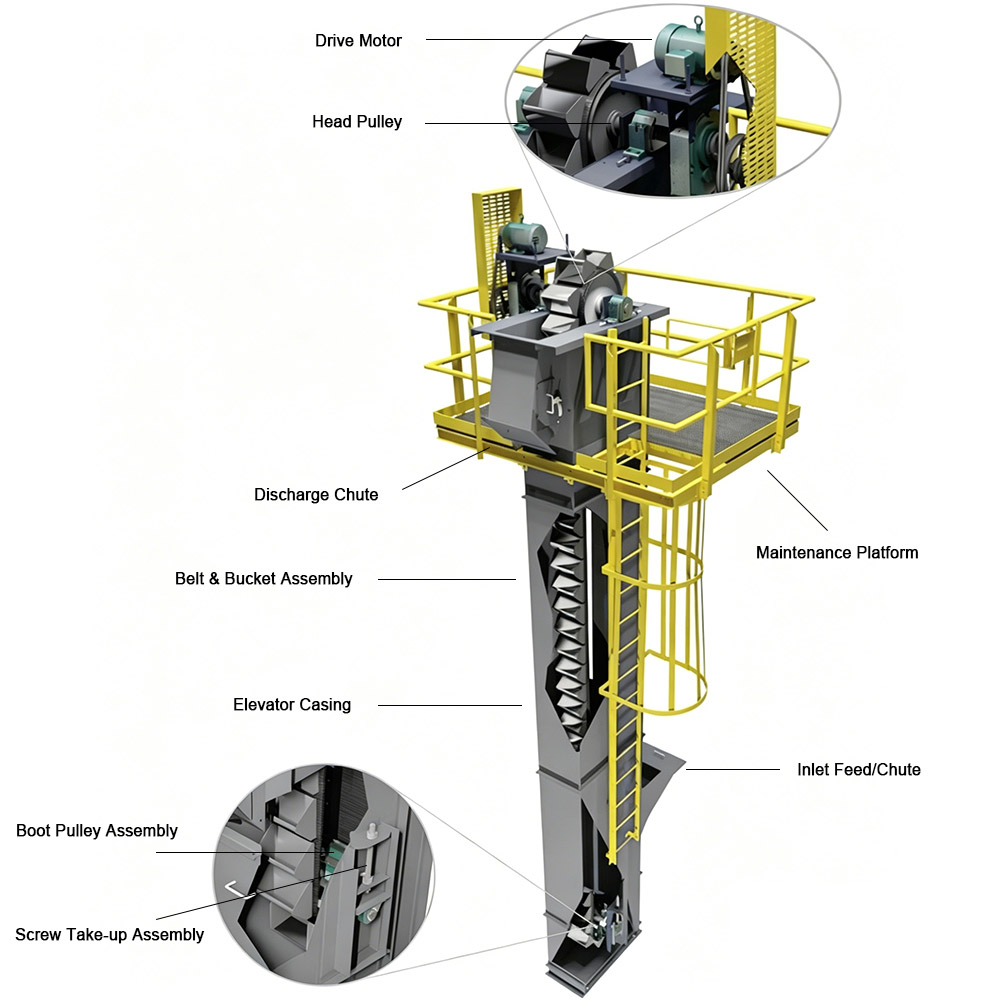
The mechanical structure of a bucket elevator consists of four core units and serves as the standard configuration for all types of elevators (centrifugal, continuous, and gravity-fed):
Mechanical Structure of Bucket Elevators: A bucket elevator comprises four core modules and is suitable for various operating conditions, such as cement plants and mines:
- Head Drive Unit: Includes the drive motor, reducer, head pulley assembly, and maintenance platform, providing stable power and preventing material spillage during shutdowns.
- Central Conveying Unit: Fully enclosed housing + belt-type bucket assembly, featuring dust-proof sealing and a modular design adaptable to different lifting heights.
- Tail Tensioning Unit: Includes the feed chute, tail pulley, and screw tensioning device, allowing for adjustable tension to ensure stable operation.
- Auxiliary Support Unit: Features a maintenance ladder with a safety cage and a discharge chute, facilitating maintenance and optimizing unloading efficiency.
The main mechanical structure of all elevators is identical; differences lie solely in the bucket configuration and arrangement:
- Centrifugal Elevator: Wide spacing between buckets with independent arrangement; unloading relies on centrifugal force, suitable for powdery/granular materials
- Continuous elevator: Buckets are closely spaced and discharge by gravity, suitable for fragile or lightweight materials
| Factor | Bucket Elevator | Pneumatic Conveyor |
|---|---|---|
| Capacity | High (up to 500 m³/h) | Moderate (<100 m³/h) |
| Energy Use | Lower (0.5-5 kW per ton) | Higher (2-10 kW per ton) |
| Maintenance | Chains/buckets need replacement | Filters/pipes wear out |
| Best For | Heavy/fragile materials | Dusty/explosive materials |
Common causes & fixes:
-
Cause 1: Worn/loose belt → Tighten or replace belt
-
Cause 2: Moisture buildup → Install boot heaters
-
Cause 3: Overloading → Reduce feed rate by 15-20%
-
Cause 4: Misaligned pulley → Laser-align pulleys
- Lighter materials, moderate temperature, lower abrasion
- Higher speed, quieter operation, lower cost
- Heavy, abrasive, high-temperature materials
- High lifting height and heavy load
- More rugged, long service life required
Related Products
-

Ideal for horizontal or inclined transportation of bulk materials with low energy consumption. Features durable construction, smooth operation, and customizable lengths/widths for mining, grain, and packaging applications.
-

Enclosed structure effectively prevents dust and leakage, specially designed for powders and small particles. Can be integrated into automated conveying systems, widely used in chemical and food processing industries.
-

Heavy-duty version for larger-capacity conveying of granular or semi-fluid materials. Features enhanced torque resistance and wear-resistant coatings for cement, fertilizer, and wastewater treatment plants.
-

Pneumatic conveying solution for fine dry powders (e.g., cement, fly ash). Zero moving parts, energy-efficient airflow design with minimal maintenance requirements.
Replacement intervals depend on:
-
Material Abrasiveness: Cement plants: 12-18 months | Grain mills: 3-5 years
-
Maintenance: Proper lubrication extends life by 30%
-
Signs of Wear: >3% chain elongation or cracked bushings
Cement industry requires:
-
Type: Centrifugal discharge with heavy-duty buckets
-
Material: Ni-hard coated buckets (lasts 3× longer)
-
Safety: ATEX certification for dust explosions
-
Capacity: Minimum 20% over design throughput
| Feature | Grain Leg | General Bucket Elevator |
|---|---|---|
| Purpose | Optimized for grain | Versatile material handling |
| Bucket Type | Shallow/spiral buckets (residue-resistant) | Deep/angled buckets (heavy-duty) |
| Hygiene | Food-grade cleanability | Standard industrial cleaning |
| Material | Stainless steel/galvanized | Carbon/wear-resistant steel |
| Sealing | Dust/pest-proof sealing | Basic sealing |
Not necessarily. One-sided chain wear is often a symptom of issues with the equipment’s installation foundation (like casing verticality) or alignment, rather than being the root cause itself. We recommend following a systematic diagnostic process: Observe → Measure → Correct → Replace.
Before rushing to replace parts, it is essential to first check and correct the verticality of the casing and the alignment of the head and tail sprockets. Otherwise, new components will quickly wear out again. We have written a detailed technical guide titled [One-Sided Wear on Your Bucket Elevator Chain? Don’t Rush to Replace It!] that breaks down the root causes and standard correction procedures step by step.