





Rotary Airlock Valve for Sale
Types of Rotary Airlock Valve







Designed for powder and granular material conveying systems, it provides stable airlock sealing and uniform feeding to ensure efficient pneumatic conveying.
What is a Rotary Airlock Valve?
Rotary airlock valve (commonly referred to as rotary valve or airlock valve), also known as rotary airlock, is a mechanical device used to discharge materials from hoppers, silos or dust collector ash hoppers while maintaining system airtightness. It is a key component in bulk material handling and pneumatic conveying systems, which can smoothly convey materials from one chamber or container to another while maintaining stable air pressure and flow rate. In industrial scenarios such as pneumatic conveying, it is also called rotary airlock feeder or airlock feeder valve. The core function of our rotary airlock valve is to prevent air backflow into the material storage or dust collection system, ensure stable material conveying, and guarantee the efficient operation of the entire production line.
Each equipment adopts precision manufacturing technology to ensure reliable sealing, long service life and convenient maintenance, and can immediately bring significant operational advantages to dry bulk material handling or dust collection applications.

How Does a Rotary Airlock Valve Work?
Do you want to know how does a rotary airlock valve work? The rotary airlock valve working principle is simple and efficient, mainly divided into three key steps:
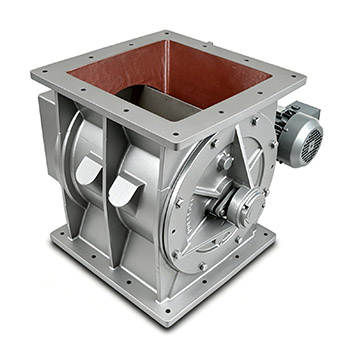
- Feeding Stage: Bulk materials such as lumps, dust, powder or granules enter the valve chamber from the hopper or dust collector ash hopper, filling the gaps between the rotor blades.
- Sealed Rotation: The rotor is driven by a motor (direct drive or chain drive) and rotates at a stable speed. The rotor blades and the inner wall of the valve body form a sealed cavity to prevent air backflow into the material storage system—which is why it is called an airlock valve, and it can effectively maintain the system air pressure balance.
- Discharging Stage: As the rotor rotates, the sealed cavity filled with materials turns to the discharge port, and the materials fall into the conveyor or subsequent equipment under gravity, completing the continuous feeding and sealing process.
Our rotary airlock valve adopts high-precision rotor and sealing structure, with excellent airtightness and low noise, which can adapt to light and heavy materials and has strong adaptability to different working environments. In applications where materials are filtered through gravity conveying, vacuum conveying or pressure conveying, maintaining air and pressure balance is crucial, and our carefully designed rotary airlock valve can perfectly achieve this demand.
Core Advantages of Our Rotary Airlock Valve

-
Excellent Airtightness: Adopting high-quality sealing materials and precision processing technology, it effectively prevents air backflow, minimizes air and pressure loss between connected systems, and ensures the stable operation of dust collector and conveyor systems.
-
Durable Structure: The rotor and valve body are made of high-strength materials, with wear-resistant and corrosion-resistant performance, extending the service life of the rotary airlock valve and adapting to harsh working conditions.
-
Efficient Operation: Stable rotation, low noise, low energy consumption, can achieve continuous material discharge, suitable for large-volume production needs; at the same time, it can accurately measure and control the flow of products into the conveying pipeline or downstream equipment, adjust the feeding rate to ensure the stability of process performance.
-
Customizable Design: We can customize exclusive rotary airlock valve according to your specific rotary airlock valve dimensions, material requirements and working condition needs, adapting to the personalized needs of different industries.
-
Convenient Maintenance: Simple structure, easy to disassemble and maintain, reducing downtime and maintenance costs. We also supply all rotary airlock valve parts, including rotary airlock valve rotor, rotary airlock valve motor and rotary airlock valve seal, to timely solve equipment maintenance needs.
-
Safe and Reliable: It acts as a fire and explosion-proof barrier, improving factory safety, complying with NFPA standards, and some products are USDA certified, suitable for industries with high hygiene and safety requirements such as food and pharmaceutical.
-
Product Protection: It helps reduce waste and protect products from pollution or harsh processing conditions, improving product quality.
-
Widely Used: Suitable for cement, flour, chemical, mining, food, pharmaceutical, woodworking, fertilizer, plastic and other industries, perfectly matching dust collector, bulk material handling and pneumatic conveying systems.
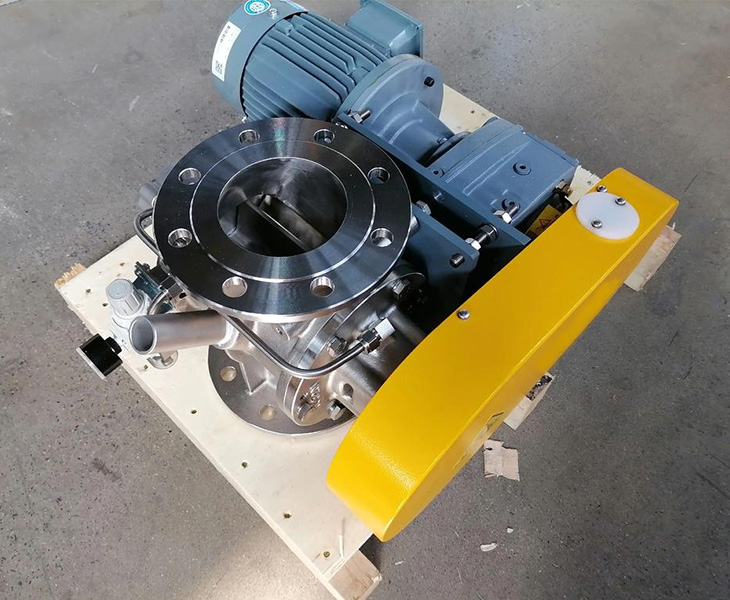
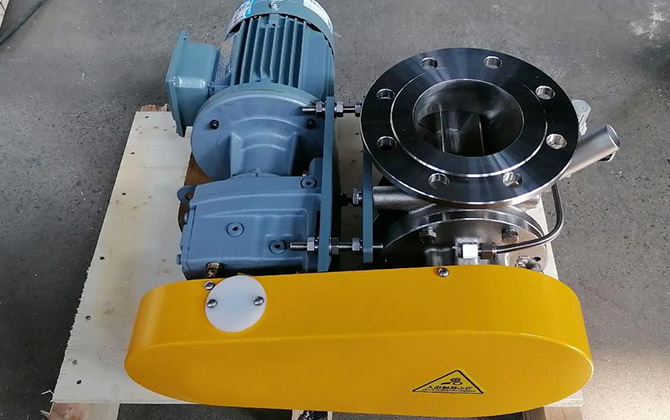
Rotary Airlock Valve Application Cases


4 sets of our heavy-duty rotary airlock valves (direct drive, 600mm diameter) are adopted, with a throughput of 214 tons per hour, 60% reduction in maintenance frequency and service life over 6 years.
More about Rotary Airlock Valves
- Applications of Rotary Airlock Valve
- Factors to be Considered for Selection of Rotary Airlock Valve
- Difference Between Rotary Airlock Valve and Other Valves
- Seals and Rotor Types of Rotary Airlock Valve
Our rotary airlock valve is widely used in various industrial fields, mainly for material discharge and sealing in the following scenarios, and can immediately bring significant operational advantages to dry bulk material handling or dust collection applications:
- Dust Collection System: As a dust collector rotary valve or airlock valve for dust collection system, it is used to discharge ash from the ash hopper ofdust collector, prevent air backflow, ensure dust collection efficiency, and is a core supporting component for dust disposal.
- Pneumatic Conveying System: As a rotary valve for pneumatic conveying or airlock valve for conveyor, it feeds materials into the conveying pipeline while maintaining airtightness, ensuring stable material conveying and maintaining stable system air pressure and flow rate.
- Bulk Material Storage: Applied to silos, hoppers, mixers, crushers and other equipment, it is used to discharge materials such as cement, flour, fly ash, wood powder and plastic particles, realizing stable material transfer.
- Specific Industry Applications:Rotary airlock valve for cement, rotary airlock valve for flour, rotary airlock valve for chemical, rotary airlock valve for food industry (USDA certified), rotary airlock valve for pharmaceutical (USDA certified), rotary airlock valve for mining, rotary airlock valve for woodworking,rotary airlock valve for fertilizer, rotary airlock valve for plastic industry, covering various harsh industry scenarios.
Choosing the right rotary airlock valve can effectively improve production efficiency and reduce equipment loss. The following are the core selection factors for your reference:
- Material Characteristics: Clarify the material type (powder, granular, block, etc.), fluidity, wear resistance and corrosion resistance, and select the appropriate material and rotor type.
- Working Condition Requirements: Confirm the working temperature, system pressure (positive pressure/negative pressure), discharge rate, judge whether explosion-proof, high-temperature and other special designs are needed, and ensure compliance with NFPA and other relevant standards.
- System Matching: Combine the specifications of the system (dust collector, pneumatic conveying, bulk material handling) to select the rotary airlock valve with appropriate size and flange type.
- Industry Standards: For food, pharmaceutical and other industries, products certified by USDA should be selected; for flammable and explosive scenarios, explosion-proof products complying with NFPA standards should be selected.
- Maintenance Requirements: According to the production working conditions, select the type with simple structure and convenient maintenance to reduce subsequent maintenance costs.
Many customers consult about the difference between rotary airlock valve and other valves. The following are two common comparisons:
- Difference Between Rotary Valve and Airlock Valve: In the dust collection and conveying industry, there is no essential difference between the two; they are the same product. Rotary valve is a common abbreviation, while airlock valve emphasizes its sealing function. Our products have both advantages, and you can call them any of the three names.
- Difference Between Rotary Airlock Valve and Slide Gate Valve:Rotary airlock valve is used for continuous material discharge and sealing, suitable for powder and small particle materials; slide gate valve is used for on-off control of materials, suitable for large particles and bulk materials. They are often used together in dust collector and conveyor systems.
Our rotary airlock valve is equipped with a variety of wear-resistant seals to ensure long-term airtightness and low maintenance costs; at the same time, it provides a variety of rotor types to adapt to bulk materials with different fluidity, further improving conveying efficiency and equipment stability.
- Tapered End Rotor
With side baffles to prevent direct contact between end covers and materials, protecting the valve from wear. - Open End Rotor
Open-side structure that is easy to clean, ideal for dust removal and impurity sorting applications. - Pocket Rotor
Square impeller design ensures stable and uniform material feeding during operation. - Chamfered Rotor
Three-sided chamfered blades reduce friction and wear, enabling smoother running. - Ceramic Lined Rotor
Ceramic impeller for excellent wear and corrosion resistance, suitable for harsh materials. - Hard Inlaid Rotor
Blades inlaid with hard wear-resistant plates, with adjustable material and clearance.
The materials used in the manufacture of rotary airlock valves are carefully selected to meet the requirements of different working conditions. For more details, please contact us, and we can provide customized solutions based on your specific material requirements.
Why Choose Darko as Your Rotary Airlock Valve Manufacturer?
As an experienced professional rotary airlock valve manufacturer, we have won the trust of customers around the world with high-quality products and thoughtful services. We focus on designing and manufacturing a full range of rotary airlock valve for harsh industries (from food processing and plastic to cement, pharmaceutical and chemical applications). The reasons for choosing us are as follows:
- Professional R&D and Production: We have an independent R&D team and production workshop, focusing on the R&D and production of rotary airlock valve, dust collector and conveyor accessories, ensuring product quality and technological advancement, and meeting the customization needs of different industries.
- High-Quality Products: All rotary airlock valve are made of high-quality materials and undergo strict quality inspection. Each equipment adopts precision manufacturing technology to ensure reliable sealing, long service life and convenient maintenance, complying with NFPA standards, and some products are USDA certified.
- Competitive Price: As a rotary airlock valve factory, we provide factory direct prices, reducing intermediate links, and offer you cost-effective rotary airlock valve price. Both standard duty and heavy duty rotary airlock valve have competitive quotes.
- Customized Solutions: We can customize the material, size, drive mode and working condition adaptation scheme of rotary airlock valve according to your specific needs, adapting to various scenarios such as bulk material handling, pneumatic conveying and dust collection.
- Perfect After-Sales Service: Provide comprehensive after-sales service, including installation guidance, maintenance advice and supply of rotary airlock valve parts, solving your worries in the use process.
- Rich Industry Experience: We serve customers in various industries around the world, and have rich practical experience in matching rotary airlock valve with dust collector, conveyor and bulk material handling systems.