






Explosion Proof Dust Collector
- High Purification Efficiency
- Stable Operation
- Safe and Reliable
- Small Footprint
- Low Maintenance cost
Industry-Leading Explosion Proof Dust Collector Manufacturer
As a pioneer in explosion-proof dust collector manufacturing, DARKO brings over a decade of specialized expertise in industrial dust control. Our ISO-certified systems have been exported to 30+ countries, delivering reliable solutions for cement, metallurgy, chemical, and lithium battery industries. DARKO’s explosion-proof dust collectors integrate intelligent operation with energy-efficient performance, providing safe and dependable dust management solutions for high-risk industrial environments.

Core Explosion-Proof Technologies for Dust Collectors
The explosion-proof mechanism in dust collectors ensures operational safety by regulating compressed air supply, reducing fan speed to suppress combustion conditions, installing flame arresters to block fire propagation, incorporating pressure relief vents for overpressure release, and utilizing anti-static materials to prevent spark generation – collectively minimizing explosion risks while complying with ATEX/NFPA safety standards.
Advantages of Explosion Proof Dust Collector
ATEX-certified explosion-proof dust collectors are engineered for combustible dust environments, integrating rupture discs, anti-static filters, and spark detection systems to ensure high-efficiency dust removal while eliminating explosion risks, safeguarding industrial operations.

ATEX/NFPA certified with triple protection (rupture discs, isolation valves, static dissipators) to eliminate explosion risks at source

Anti-static cartridges capture explosive dust ≥0.5μm (e.g., aluminum/coal powder) with >99.9% efficiency

Real-time tracking of temperature/pressure/sparks with auto-shutdown and IoT alerts

VFD control + low-resistance design reduces energy use by 25-40% vs conventional systems

Quick-release explosion-proof cartridges and vents cut service time by 70% (no specialized tools required)

Handles -20°C~120°C temperatures and <80% humidity sticky dust (explosion-proof PTFE membrane options)
Pre-installed data loggers meet OSHA/GB15577 requirements with automated safety reporting

Customized for varied Kst values in metalworking/chemical/pharmaceutical applications
Our Service Process
Our end-to-end service ensures high-efficiency dust collection systems with reliable performance and fast technical support.

We analyze your production requirements to provide customized equipment selection ensuring perfect system compatibility.

Our senior engineers create personalized solutions with optimized system configuration based on your specifications.

Detailed pricing covering equipment, installation, shipping and after-sales service with no hidden costs.

Strict quality control at our ISO-certified factory guarantees reliable equipment performance.

Dedicated logistics team ensures on-time delivery with complete installation guidance and training.

24/7 technical support with scheduled maintenance alerts and fast spare parts delivery.
Explosion Proof Dust Collection Systems
Designed for combustible dust environments, our ATEX & NFPA-compliant explosion proof dust collectors deliver unmatched safety and efficiency. Featuring conductive nano-fiber cartridges (capturing particles down to 0.3μm with 99.97% efficiency), these systems integrate:
-
Isolation valves & rupture discs (5ms response vs. 60ms standard)
-
Anti-static grounding preventing spark generation
-
IoT-enabled monitoring tracking pressure/temperature in real time
Ideal for metalworking (aluminum, magnesium), chemical, and pharmaceutical applications, our solutions reduce explosion risks while cutting energy use by 30% through VFD-controlled airflow. Custom configurations available for Kst values up to 300 bar·m/s.


Combustible Dust Collection Solutions
Darko’s ATEX-certified explosion-proof dust collectors are engineered for hazardous environments handling combustible dust like:
✔ Metal powders (aluminum, magnesium)
✔ Food processing dust (flour, starch)
✔ Chemical powders (sulfur, epoxy resin, carbon powder)
✔ High-temperature process dust (up to 120°C/248°F)
Ideal for high-risk industries:
• Mining dust control
• Chemical processing plants
• Coal-fired power generation
• Building materials production
• Metallurgical operations
Own Factory, High Quality Manufacturing Power


As a professional cement equipment manufacturer with 10 years of industry experience, Darko combines innovative engineering with reliable production capabilities. Our ISO-certified facility produces 400+ dust collection systems and 450+ conveying systems annually, serving 500+ global clients with complete solutions from cement silos to dust control systems.
Backed by patented technologies and an experienced R&D team, we specialize in customized, non-standard designs to meet diverse project requirements. Equipped with advanced manufacturing facilities and strict quality control, we ensure every product meets the highest international standards while delivering cost-effective, environmentally friendly solutions for cement plants and industrial applications worldwide.
Related Product
As a leading dust collector manufacturer, we offer a wide range of industrial dust collectors for sale to meet diverse filtration needs. In addition to filter explosion proof dust collector, consider our high-performance alternatives: baghouse dust collectors, cartridge dust collectors, pulse-jet bag filters, and cyclone dust collectors.

Engineered with premium filter bags for 99.9% filtration efficiency, ideal for high-volume, fine particulate applications in cement, metallurgy, and other industries. Features stable operation and easy maintenance.

Designed with multi-layered pleated filter cartridges for 99.97% filtration efficiency, optimized for fine particulate control in industries like cement, metalworking, and pharmaceuticals. Compact structure with easy maintenance ensures long-term stable operation.

Incorporating advanced pulse-jet cleaning technology for automatic filter maintenance and continuous high-efficiency operation. Offers large air volume capacity with low energy consumption, making it ideal for woodworking and food processing applications.

Utilizing centrifugal separation principle to effectively remove large particulate matter. Can serve as pre-filters or standalone units with simple structure, no consumables, and low operating costs – excellent for primary dust collection needs.
Custom-Built & Reliably Supported
We provide a complete range of standard and customized dust collection systems, supported by our global service network to deliver end-to-end solutions – from equipment selection to long-term maintenance – for industrial clients worldwide.

We provide both standard and custom-designed systems. Our engineering team creates tailored solutions for any application, backed by 10 years of industry experience. Choose from our complete range – compact cartridge collectors, industrial baghouses, and specialized flue gas filters – all optimized for your specific needs and space requirements.All filters are manufactured in our own factories, streamlining the process for optimal efficiency and strict quality control.

To ensure long-term stable operation, Darko prioritizes maintenance-friendly designs and provides complete after-sales service.Globally, we offer remote technical support, video guidance, and genuine spare parts to guarantee worry-free operation throughout your equipment’s lifecycle. Through preventive maintenance and continuous service support, Darko helps maximize equipment longevity while reducing operating costs and improving production efficiency.

An ATEX-certified explosion-proof dust collector is a safety-engineered system designed to handle combustible dust (e.g., aluminum, flour, coal) in hazardous environments. It integrates:
-
Explosion vents (NFPA 68 compliant)
-
Anti-static filters to prevent sparking
-
Flame arrestors and pressure isolation valves
Certified under ATEX 2014/34/EU (EU) or NFPA 652 (US), it mitigates risks of dust explosions in industries like chemicals, pharmaceuticals, and metal processing.
The choice depends on dust explosivity (Kst/Pmax) and facility layout:
| Venting | Suppression |
|---|---|
| ✔ Vents explosions outdoors via rupture discs | ✔ Detects and extinguishes explosions in milliseconds |
| ✔ Lower upfront cost | ✔ Required for indoor/confined spaces |
| ✔ Ideal for St-1/Kst <200 dusts (e.g., grain) | ✔ Mandatory for St-3/Kst >300 dusts (e.g., metal powders) |
Example: A coal power plant might use venting, while a titanium powder facility requires suppression.
Critical ATEX compliance maintenance includes:
-
Monthly:
-
Inspect grounding wires (resistance <10 ohms)
-
Clean explosion vent panels (no blockages)
-
-
Quarterly:
-
Test spark detection sensors
-
Replace static-dissipative filters (if ΔP >15″ w.g.)
-
-
Annually:
-
Calibrate pressure relief valves
-
Verify isolation valve response time (<50ms)
-
Case Study: A chemical plant reduced explosions by 100% after implementing this checklist.
Related Product
-

High-efficiency grinding with adjustable fineness, ideal for cement production.
-

-
-
-

Correct Design Specifications for ATEX Dust Collectors
1. Structural Design Requirements
-
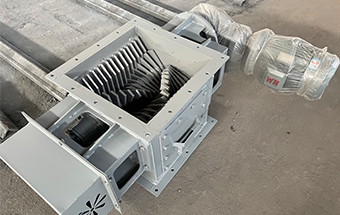
Fan Mounting: Centralized dust extraction fans or connection flanges shall be installed on top/front panels (304/316 stainless steel) to optimize airflow efficiency.
-
Casing Material: Use grade 304/316 stainless steel for housing and sealing frames in corrosive environments (e.g., chemical/pharmaceutical industries).
2. Maintenance Accessibility
-
Provide removable rear panels or inspection hatches (min. 400×400mm) for internal component servicing.
-
Door hinges (left/right opening) must be low-carbon steel with corrosion-resistant coating or stainless steel (ASTM A276 compliant).
3. Explosion Protection Systems
-
Rotary Valves: Airlock-type with ATEX-certified motors (Zone 21/22) to prevent flame propagation.
-
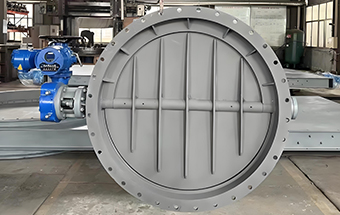
Back Pressure Valves: Installed on ducts (response time <50ms) to isolate explosions.
-
Explosion Vent Panels: NFPA 68-compliant, sized per dust K<sub>st</sub> value (e.g., 1m<sup>2</sup> vent area per 10m<sup>3</sup> volume for starch dust).
4. Control & Monitoring
-
ATEX-Rated Control Panel: Equipped with:
-
Differential pressure gauge (range 0-5000Pa)
-
Spark detection alerts (infrared sensors)
-
Auto-cutoff for fan motors upon pressure surge
-
-
Weatherproof Covers: IP65-rated enclosures for clean air outlets in outdoor installations.
5. Supplemental Safety
-
Spark Detection & Extinguishing: High-speed IR sensors + water mist nozzles (activation <5ms).
-
Static Dissipation: Conductive filter media (surface resistance <10<sup>9</sup> Ω) with grounded housings.
Yes, we operate a 30,000+㎡ manufacturing facility in [Haian, China] with dedicated production lines for cement equipment. Factory visits are welcome by appointment – we recommend scheduling during weekdays to observe CNC machining and quality inspection processes firsthand.
Yes, we can design and customize products according to customers’ special needs.