





Belt conveyor roller
- High Load Capacity
- Durable Construction
- Low Friction Design
- Corrosion Resistance
- Easy Installation
Industry Leading Manufacturer of Belt Conveyor Rollers
As a premier belt conveyor roller manufacturer with over 10 years of expertise, DARKO specializes in producing high-performance, durable rollers for bulk material handling in mining, cement plants, logistics, and industrial production lines. Our ISO & CE-certified conveyor rollers feature precision bearings, wear-resistant coatings, and advanced sealing technology, ensuring smooth operation and extended service life under heavy-duty conditions.
With a global presence across 20+ countries, we offer customizable roller solutions in diameters ranging from 50mm to 300mm, designed for optimal load capacity, energy efficiency, and minimal maintenance.
Belt Conveyor Roller Working Principle
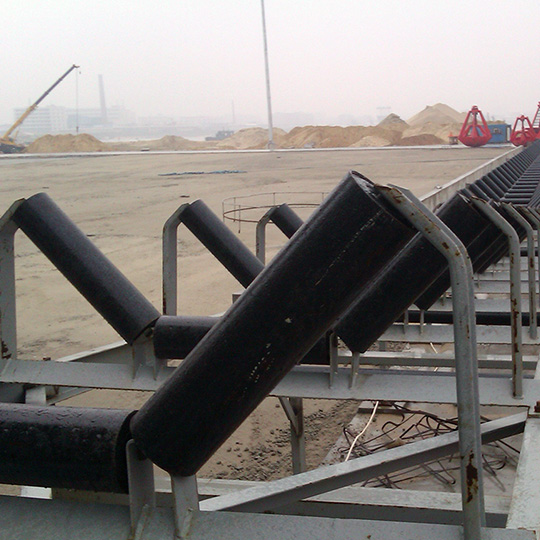
The belt conveyor roller operates by using the drive roller connected to a motor, which propels the conveyor belt through surface friction to achieve continuous material transportation. Carrying rollers uniformly support both the belt and material load, while return rollers guide the empty belt back to complete the circulation system.
Featuring precision bearings for low-resistance rotation, the drive roller typically has rubber coating for anti-slip performance, with specialized versions (like impact rollers) absorbing shock loads. The entire system ensures smooth belt operation through coordinated roller functions, making it suitable for various industrial applications including mining and logistics.
Professional Belt Conveyor Idler Manufacturer
As a professional belt conveyor idler manufacturer, we provide a comprehensive range of product solutions, including carrying/troughing idlers, impact idlers, and return idlers. Our idlers are manufactured using high-precision steel tubes and heavy-duty bearings, ensuring smooth and efficient operation in demanding industrial environments such as cement plants, mines, ports, and power plants.

The main load-bearing component of the conveyor line. Utilizes high-precision steel tubes and heavy-duty bearings to ensure smooth operation. Offers various troughing angles for stable material transport. Key value lies in reducing resistance and extending service life.

Installed at transfer points. Its externally mounted high-performance rubber rings absorb impact through elastic deformation, protecting the conveyor belt. Core value is reducing belt damage and downtime costs.

Supports the empty belt on the return run. Available in flat, V-type, and self-cleaning (spiral/scraper design) variants to prevent belt misalignment and material buildup, thereby reducing maintenance requirements.
Advantages of Belt Conveyor Rollers
Belt Conveyor Rollers deliver reliable material handling with precision-engineered durability, customizable configurations, and proven performance across industrial applications.

Reinforced bearings and thick-walled steel tubes enable a maximum dynamic load of 5 tons per roller, ideal for heavy-duty applications.

Precision bearings combined with wear-resistant coatings increase service life by over 50% compared to standard rollers.

Optimized friction coefficient (<0.03) reduces belt drive energy consumption by 15%-20%.

Hot-dip galvanized or 304 stainless steel construction passes 2000-hour salt spray tests, suitable for humid and corrosive environments.

Sealed noise-reducing structure operates below 65 dB, perfect for indoor and noise-sensitive facilities.

IP65-rated bearing housings prevent dust and moisture ingress, significantly extending maintenance intervals.

Standardized shaft ends (DIN/ANSI compliant) with quick-release clamps allow replacement in under 15 minutes.

Tailored options available from 50-300mm diameters with various materials/coatings to meet specialized operational needs.
Belt Conveyor Rollers - Engineered for Precision and Durability in Material Handling Systems
Premium conveyor rollers designed for heavy-duty performance, offering customized solutions from 50-300mm diameters with ISO-certified manufacturing, robust construction, and proven reliability across mining, logistics, and food processing applications.

Tailored roller specifications from 50-300mm to meet specific material handling requirements

High-strength carbon steel/stainless steel construction with optional rubber or polyurethane coating

ISO-certified production ensuring dimensional accuracy and dynamic balance

Reinforced bearing housings and sealing systems for heavy-duty continuous operation

Successfully implemented in mining, port operations, food processing and other sectors

Expert technical consultation and maintenance guidancePremium conveyor rollers designed for heavy-duty performance, offering customized solutions from 50-300mm diameters with ISO-certified manufacturing, robust construction, and proven reliability across mining, logistics, and food processing applications.
Core Functions and Application Value of Belt Conveyor Rollers
As the “critical joints” of conveying systems, belt conveyor rollers enable efficient material handling through three core functions: driving, load-bearing, and guidance. The drive rollers provide power (with anti-slip rubber coating), carrying rollers distribute material loads (maximum 5 tons/roller), and return rollers ensure proper tracking. Their specialized designs (including impact-resistant, corrosion-proof, and food-grade configurations) adapt to demanding applications in mining, food processing, chemical plants and other harsh environments. Delivering remarkable advantages – including tripling belt lifespan, reducing energy consumption by 20%, and cutting maintenance costs by 30% – these rollers serve as essential components for modern intelligent conveying systems.


Drive Roller
Core Function: The power source of belt conveyor systems, converting motor torque into belt traction for stable operation.
Key Features:
✔ High-Strength Lagging: Diamond/herringbone rubber coating (friction coefficient ≥0.4) prevents slippage and resists wear
✔ Multiple Drive Options: Keyway connection (high torque) or locking assembly (maintenance-free)
✔ Custom Solutions: Compatible with frequency-controlled motors, hydraulic drives, etc.
Selection Guide:
-
Power Matching: Calculate required torque based on belt tension and speed
-
Surface Treatment: Oil/heat-resistant lagging available (for mining, chemical industries)
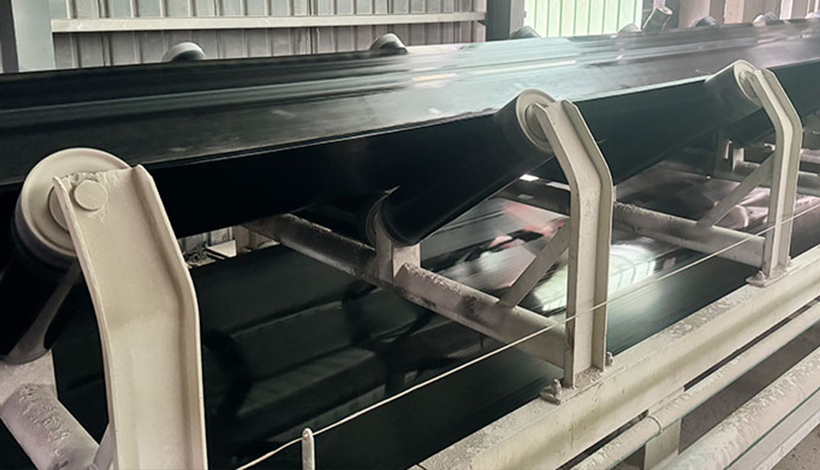
Carrying Roller
Core Function: Supports conveyor belt and material weight, determining transport efficiency.
Key Features:
✔ Trough Design: 35°/45° 3-roll configuration increases bulk material capacity by 30%
✔ Heavy-Duty Construction: Thick-walled steel tubes (6-12mm) with precision bearings (5-ton load capacity)
✔ Low Resistance: Rotation resistance ≤1N, reducing energy consumption by 15%
Selection Guide:
-
Belt Width: Roller length should exceed belt width by 50-100mm
-
Impact Resistance: Buffer type for mining, quiet operation for logistics


Return Roller
Core Function: Guides empty belt return while preventing misalignment and sagging.
Key Features:
✔ V-Guide Tracking: Auto-corrects belt deviation (±5° adjustment)
✔ Self-Cleaning Option: Spiral design removes belt debris
✔ Sealed Protection: IP65-rated bearings for wet/dusty environments
Selection Guide:
-
Installation Spacing: Typically 1.5x carrying roller intervals
-
Special Requirements: Stainless steel for food grade, dust covers for mining
Own Factory, High Quality Manufacturing Power


As a professional cement equipment manufacturer with 10 years of industry experience, Darko combines innovative engineering with reliable production capabilities. Our ISO-certified facility produces 400+ dust collection systems and 450+ conveying systems annually, serving 500+ global clients with complete solutions from cement silos to dust control systems.
Backed by patented technologies and an experienced R&D team, we specialize in customized, non-standard designs to meet diverse project requirements. Equipped with advanced manufacturing facilities and strict quality control, we ensure every product meets the highest international standards while delivering cost-effective, environmentally friendly solutions for cement plants and industrial applications worldwide.
Related Product
As a leading conveyor component manufacturer, we provide complete material handling solutions to optimize your conveying systems. In addition to high-performance belt conveyor rollers, explore our premium product range:

Ideal for grinding cement, minerals and various industrial materials. Features durable gear-driven construction, stable operation, and adaptability to both dry and wet processes with adjustable rotation speed. Suitable for processing cement clinker, ores and other materials, with customizable configurations available.

Enclosed structure effectively prevents dust and leakage, specially designed for powders and small particles. Can be integrated into automated conveying systems, widely used in chemical and food processing industries.

Heavy-duty version for larger-capacity conveying of granular or semi-fluid materials. Features enhanced torque resistance and wear-resistant coatings for cement, fertilizer, and wastewater treatment plants.

Pneumatic conveying solution for fine dry powders (e.g., cement, fly ash). Zero moving parts, energy-efficient airflow design with minimal maintenance requirements.

More about Belt Conveyor Roller
By fully understanding the relevant technical parameters and structural technology of the belt conveyor rollers , you will have a clearer understanding of the performance advantages and application value of the equipment.
- Technical Specifications
- Key Features
- Types of Belt Conveyor Rollers
- Applications
- Solve Key Conveyor Challenges
| Parameter | Details |
|---|---|
| Material | Carbon steel, stainless steel (304/316), rubber-coated, plastic |
| Diameter | 50mm – 300mm (custom sizes available) |
| Length | 200mm – 2000mm (adjustable) |
| Load Capacity | Up to 5000 kg (heavy-duty options) |
| Bearing Type | Sealed bearings, ball bearings, or roller bearings |
| Surface Treatment | Galvanized, powder-coated, or rubber-covered |
| Operating Temperature | -30°C to +120°C (varies by material) |
✔ High load-bearing capacity
✔ Corrosion-resistant materials (stainless steel, carbon steel, rubber-coated)
✔ Low maintenance & long lifespan
✔ Custom sizes & specifications available
✔ Suitable for mining, food, packaging, and warehouse applications
We supply various types of conveyor belt rollers to meet different industrial needs:
1. Carrying Rollers (Load-Bearing Rollers)
-
Used to support the conveyor belt and transported materials.
-
Available in steel rollers, impact rollers (for shock absorption), and rubber-coated rollers for noise reduction.
2. Return Rollers (Idler Rollers)
-
Installed on the underside of the conveyor belt to guide it back.
-
Common types: flat return rollers, V-return rollers.
3. Drive Rollers (Motorized Rollers)
-
Powered rollers that move the conveyor belt.
-
Used in automated conveyor systems.
4. Specialty Rollers
-
Spiral rollers – For cleaning and debris removal.
-
Taper rollers – For curved conveyor sections.
-
Food-grade rollers – Made of stainless steel for hygiene compliance.
Our industrial conveyor rollers are widely used in:
✔ Mining & Quarrying – For transporting coal, ore, and aggregates.
✔ Food Processing – Food-grade stainless steel rollers for hygiene.
✔ Warehousing & Logistics – For automated sorting and package handling.
✔ Manufacturing Plants – Assembly lines and material transfer.
✔ Agriculture – Grain handling and bulk material transport.
In bulk material handling, belt conveyor idlers directly impact production efficiency and costs. We address common issues like downtime, wear, corrosion, and high energy use with complete solutions—not just products like carrying, impact, and return idlers, but systems built for tough conditions.
Reduce Downtime & Wear
For heavy-duty sites such as mines, ports, and plants, our idlers use high-precision tubes, sealed bearings, and permanent lubrication, boosting reliability by 300%. Impact idlers with rubber discs cut belt wear by 60%, while self-cleaning and V-return idlers prevent buildup and misalignment.
Resist Corrosion & Save Energy
In wet, salty, or chemical environments, choose stainless steel, polymer, or ceramic-coated idlers. Custom coatings like Teflon are also available. Our low-friction seals and lightweight designs help reduce conveyor energy use by 15% or more.
Want to Master Idler Selection?
The right choice protects your investment. Explore our in-depth technical guide covering all idler types, CEMA standards, and a step-by-step selection process to optimize your system’s performance and total cost.
[Read the Complete Selection Guide: A Complete Guide to Belt Conveyor Idlers]
Depending on usage, our conveyor rollers last 3-10 years with proper maintenance.
Yes! We provide custom conveyor rollers in various diameters, lengths, and materials.
Drive rollers are motorized and move the belt, while idler rollers are non-powered and guide the belt.
Related Product
-

High-efficiency grinding with adjustable fineness, ideal for cement production.
-

-
-
-

Why Choose Our Conveyor Rollers?
✔ Premium Quality – Made from high-grade steel and wear-resistant materials.
✔ Customization – Available in different diameters, lengths, and coatings.
✔ Low Friction Design – Reduces energy consumption and belt wear.
✔ Easy Installation – Compatible with most belt conveyor systems.
✔ Competitive Pricing – Cost-effective solutions for bulk orders.
Diameter selection depends on:
✔ Belt width & load capacity
✔ Speed requirements (larger diameters allow higher speeds)
✔ Industry standards (e.g., 50mm for light duty, 150mm+ for mining)
Basic maintenance includes:
-
Regular cleaning to remove debris
-
Lubrication (if using non-sealed bearings)
-
Periodic rotation to ensure even wear
-
Immediate replacement if vibration/noise occurs
Yes, but material selection is critical:
-
Standard rollers: -20°C to +80°C
-
High-temp rollers: Up to +120°C (special bearings/seals)
-
Low-temp rollers: Down to -40°C (impact-resistant materials)
Selecting the right idler requires matching its type, sealing, and bearing specification to your specific material load, abrasiveness, and environment. Key steps include identifying the correct idler for its application zone (carry, return, or impact), assessing dust and moisture sealing needs, and verifying load capacity to ensure durability and low maintenance. For a detailed step-by-step guide comparing idler types and selection calculations, refer to our comprehensive resource: [A Complete Guide to Belt Conveyor Idlers: From Types to Selection].