Discover the essentials of a belt conveyor system. This guide explains the belt conveyor working principle, various types, key advantages, and how to select the right one for your needs.
What is a Belt Conveyor?
So, what is a belt conveyor? In essence, it is a continuous loop of material that moves over a path defined by two or more pulleys. These pulleys drive and tension the loop, creating an efficient and reliable method for transporting a wide variety of materials. Belt Conveyors form the backbone of countless material handling operations across diverse industries, from mining and agriculture to packaging and logistics. Understanding the fundamentals of a belt conveyor system is the first step toward optimizing your entire conveying-system.
As a leading supplier of custom bulk material conveying systems, Darko understands the central role of belt conveyors in modern industry. We provide heavy-duty, durable, and efficient belt conveyor solutions for a wide range of bulk material handling applications.
The Core Working Principle: How Does a Belt Conveyor Operate?
Grasping the belt conveyor working principle is key to appreciating its efficiency. The process is elegantly simple and can be broken down into a continuous cycle.
What is the working principle of a belt conveyor? It begins with a drive pulley, which is connected to an electric motor. When the motor starts, it rotates the drive pulley. Subsequently, through friction, this rotation pulls the conveyor belt forward. As the belt moves, workers or automated systems load materials onto it at the infeed point. The moving belt then carries these materials along its path, supported by a series of Belt conveyor rollers known as idlers. Finally, the materials reach the discharge point, where they are unloaded, either by gravity or a plow. The empty belt then loops back on the return side to the starting point, ready for the next cycle.
The heart of this process is the motor and drive pulley, while a stable belt conveyor structure ensures smooth and reliable operation.
Deconstructing the System: Key Components of the Belt Conveyor Structure
A robust belt conveyor structure is what makes this reliable operation possible. Every system comprises several integral parts working in harmony:
-
The Conveyor Belt: This is the flexible loop that carries the load. Its material—whether rubber, PVC, or metal—is selected based on the application.
-
Pulleys: These include the drive pulley (head) that provides motion, the return pulley (tail), and snub pulleys that increase wrap angle.
-
Idlers/Rollers: These Belt conveyor rollers support the belt along its path. They include carrying idlers for the loaded side and return idlers for the empty side.
-
Drive Unit: Typically consisting of a motor, gearbox, and couplings, this unit provides the necessary power to move the loaded belt.
-
Loading and Discharge Devices: These include hoppers, chutes, and trippers that control how material is fed onto and removed from the belt.
At Darko, we deeply understand the impact of every component on the system’s overall performance. That’s why in the design and manufacturing of our heavy-duty belt conveyors, we use only high-quality components and engineer them for precise compatibility, ensuring your bulk material handling application achieves maximum uptime and productivity.
Exploring the Variety: Common Types of Belt Conveyor
There is no one-size-fits-all solution. Different applications demand different types of belt conveyor. Here are some of the most prevalent configurations:
-
Flat Belt Conveyors: Ideal for transporting boxes, bags, and other unit loads across level or slightly inclined paths. They are common in warehouses and assembly lines.
-
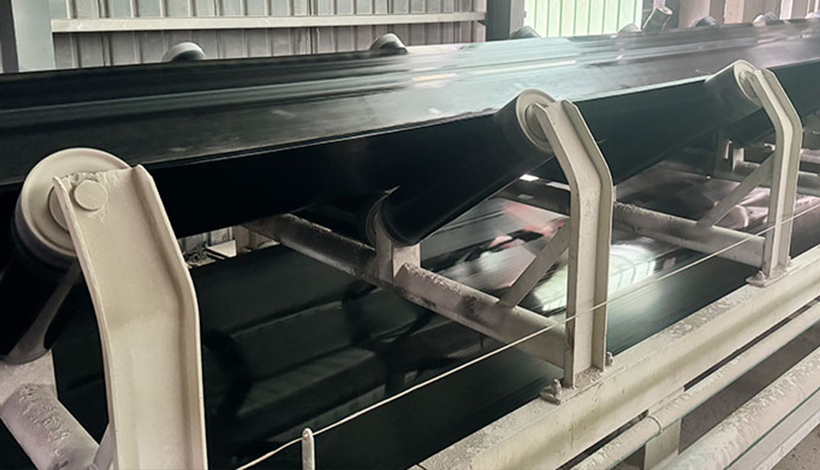
Troughed Belt Conveyors: The most common type for bulk materials. The idlers tilt the belt into a trough shape, which increases its capacity and prevents material spillage.
-
Modular Belt Conveyors: Using a series of interlocked plastic modules, these conveyors are durable, easy to clean, and perfect for the food and beverage or pharmaceutical industries.
-
Incline/Decline Belt Conveyors: Specifically designed to change elevation, these systems often feature cleats or flights on the belt surface to prevent materials from rolling back.
-
Portable Conveyors: These mobile units offer flexibility for loading trucks or for temporary production setups. If you need mobility, look for a portable belt conveyor for sale.
-
Specialized Systems: For specific materials like fine powders, an air slide conveyor uses a porous bed and compressed air to “fluidize” material, allowing it to flow easily down a slight gradient.
This is where Darko’s core strength lies—we not only provide standard models but also specialize in custom bulk material conveying systems. No matter how unique your application or how challenging your material characteristics, our engineering team can design, manufacture, and install the most suitable type of belt conveyor to perfectly meet your specific needs.
Unmatched Advantages: Why Choose a Belt Conveyor System?
The widespread adoption of Belt Conveyors is no accident. They offer a host of compelling advantages that directly impact operational efficiency and the bottom line.
-
First, they provide high efficiency and a consistent flow of materials, enabling massive throughput with minimal human intervention.
-
Furthermore, they are highly versatile and can handle everything from fine powders and food grains to large rocks and heavy unit loads.
-
In addition, modern systems are incredibly reliable and require relatively low maintenance, leading to reduced downtime and operating costs.
-
Moreover, they are a safer alternative to manual material handling, reducing the risk of workplace injuries.
-
Finally, they can be engineered to cover long distances and navigate complex paths, seamlessly integrating into existing plant layouts.
A Buyer’s Guide: How to Select the Right Belt Conveyor
When evaluating a belt conveyor for sale, it’s crucial to make an informed decision based on your specific requirements. Follow this structured approach:
-
Analyze Your Material: Begin by defining the material’s characteristics, including its size, abrasiveness, moisture content, and temperature.
-
Determine Capacity Requirements: Next, calculate the required throughput in tons per hour or cubic meters per hour.
-
Map the Layout: Then, define the conveyor’s path, including overall length, inclines, declines, and any necessary curves.
-
Consider the Environment: Also, account for ambient conditions like exposure to moisture, chemicals, or extreme temperatures.
-
Evaluate Total Cost of Ownership: Look beyond the initial purchase price to factor in long-term energy consumption, maintenance needs, and part replacement costs.
This is the value of partnering with an expert like Darko. As a partner focused on bulk material handling applications, we not only assist you through all the above analytical steps but also translate your requirements into a technically sound and economically viable heavy-duty belt conveyor solution. From concept design to installation and commissioning, we ensure you receive not just a piece of equipment, but a powerful tool that delivers continuous value.
By systematically working through these points and collaborating with a reliable supplier, you can ensure the belt conveyor system you choose will deliver optimal performance and reliability for years to come.
Frequently Asked Questions (FAQ)
Q1: What is the main difference between a belt conveyor and a roller conveyor?
A: The primary difference lies in the conveying medium. A belt conveyor uses a continuous flexible belt, making it suitable for loose bulk materials, small items, and bags. A roller conveyor uses a series of rotating cylinders, making it ideal for moving rigid, flat-bottomed objects like pallets and crates.
Q2: Can a belt conveyor be used for vertical lifting?
A: A standard belt conveyor is not designed for pure vertical lifting. However, specialized versions like steep-incline or vertical conveyors use cleated or pocketed belts to lift materials nearly or completely vertically.
Q3: What are the most common maintenance issues with belt conveyors?
A: The most frequent issues include belt mistracking (when the belt drifts to one side), material carryback (residual material sticking to the belt), wear on the Belt conveyor rollers, and belt damage from impact or tearing. Regular inspection and cleaning are the best prevention.
Q4: How do I know which type of conveyor belt material to choose?
A: The choice depends entirely on your application. For general bulk materials, rubber is common. For food-grade applications, PVC or PU belts are standard. For high-temperature environments, silicone or metal belts may be necessary. This is Darko’s area of expertise—in our customization process, our engineers will thoroughly evaluate your material properties and operating environment to recommend and supply the most suitable conveyor belt and components, ensuring optimal system lifespan and performance.