





Air Slide Conveyor
- Zero Moving Parts
- Energy Efficient
- Gentle Material Handling
- Dust-Free Operation
- High Customizability
- Instant Start/Stop
Industry-Leading Air Slide Conveyor Manufacturer
As a leading air slide conveyor manufacturer, DARKO brings over 10 years of expertise in industrial conveying systems. Our ISO-certified equipment, exported to 30+ countries, delivers reliable solutions for coal, metallurgy, chemical, power, and cement applications – combining high efficiency with intelligent control features.

Air Slide Working Principle
Air Slide Conveyor is a device that transports bulk materials through pipelines using airflow. It comes in three types: suction-type, pressure-type, and hybrid-type.
Working Principle:
The system uses kinetic energy of airflow to suspend and transport granular materials along the pipeline.
1. Suction-Type
-
A vacuum pump creates negative pressure, drawing materials into the suction nozzle.
-
Materials are carried through the pipeline to a separator, where they are discharged.
- The air is purified via a dust collector and released through a silencer.
✔ Pros: Simple feeding, multi-point material intake.
✖ Cons: Short conveying distance, low efficiency, high sealing requirements.
2. Pressure-Type
-
A blower forces air into the pipeline, mixing with materials from the feeder.
-
The mixture is pushed to the discharge point, where materials are separated.
-
Purified air is released after dust removal.
✔ Pros: Long-distance conveying, high efficiency, multi-point discharge.
✖ Cons: Complex structure.
3. Hybrid-Type
-
Combines suction & pressure systems for flexible operations.
⚠ Important Note:
Not suitable for large particles, high-moisture, or poorly fluidizable materials!
Advantages of Air Slide
Air Slide Conveyor: The Energy-Efficient, Dust-Free Solution for Gentle Powder Handling in Cement & Chemical Industries.

Utilizes low-pressure airflow for material transport, reducing energy consumption by 30-50% compared to traditional mechanical conveyors.

Contains no motors, chains or moving parts, virtually eliminating mechanical failures and maintenance needs.

Fully enclosed design prevents dust leakage, ensuring complete compliance with environmental regulations.

Operates at noise levels below 65 dB, making it ideal for noise-sensitive working environments.

Fluidized conveying process prevents particle breakage and maintains material integrity.

Modular design allows for easy installation and quick adaptation to existing production lines.

Only requires periodic inspection of the air permeable fabric and blower, minimizing daily maintenance.

Suitable for conveying various dry powdered materials including cement, fly ash, and chemical powders.
Our Service Process
As one of China’s leading air slide conveyor suppliers, we provide high-quality, durable fluidization conveying solutions for various industries. Our comprehensive service ensures seamless powder and granular material handling with reliable performance and responsive technical support

We analyze your production requirements to provide customized equipment selection ensuring perfect system compatibility.

Our senior engineers create personalized solutions with optimized system configuration based on your specifications.

Detailed pricing covering equipment, installation, shipping and after-sales service with no hidden costs.

Strict quality control at our ISO-certified factory guarantees reliable equipment performance.

Dedicated logistics team ensures on-time delivery with complete installation guidance and training.

24/7 technical support with scheduled maintenance alerts and fast spare parts delivery.
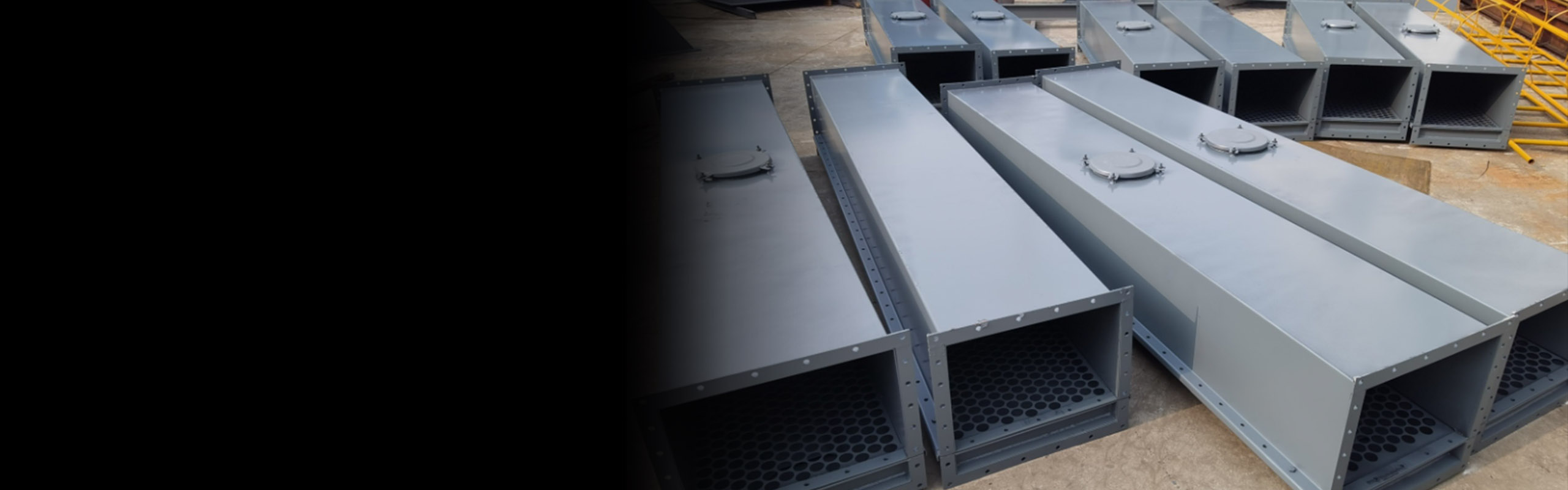
What is an Air Slide Conveyor?
The Air Slide Conveyor (also known as Air Chute Conveyor) is a highly efficient pneumatic conveying system designed for transporting dry powdered and fine granular materials with minimal energy consumption and no moving parts. Ideal for industries such as cement, food processing, chemicals, and power plants, this system ensures smooth, continuous, and dust-free material transfer.
The air slide conveyor, unlike belt conveyors, screw conveyors, and en-masse conveyors that perform similar functions, offers numerous advantages including minimal wear, easy maintenance, low power consumption, material efficiency, noise-free operation, excellent sealing, simple construction, safe and reliable operation, as well as flexibility in changing conveying directions and allowing multiple feed/discharge points. As a result, it has been widely adopted by numerous enterprises in recent years.


Why Choose Our Air Slide Conveyor?
- Durable Construction – High-quality stainless steel or carbon steel body.
- Custom Solutions – Tailored width, length, and slope for your material.
- Low Maintenance – No belts, chains, or rotating parts to replace.
- Energy Savings – Consumes up to 70% less power compared to screw or belt conveyors.
Own Factory, High Quality Manufacturing Power


As a professional cement equipment manufacturer with 10 years of industry experience, Darko combines innovative engineering with reliable production capabilities. Our ISO-certified facility produces 400+ dust collection systems and 450+ conveying systems annually, serving 500+ global clients with complete solutions from cement silos to dust control systems.
Backed by patented technologies and an experienced R&D team, we specialize in customized, non-standard designs to meet diverse project requirements. Equipped with advanced manufacturing facilities and strict quality control, we ensure every product meets the highest international standards while delivering cost-effective, environmentally friendly solutions for cement plants and industrial applications worldwide.
Related Product
As a leading manufacturer of material handling systems, we provide a complete range of conveying solutions to optimize your production line. In addition to air slide conveyors, explore our high-performance conveying equipment:

Ideal for horizontal or inclined transportation of bulk materials with low energy consumption. Features durable construction, smooth operation, and customizable lengths/widths for mining, grain, and packaging applications.

Specifically designed for combustible dust environments with integrated explosion-proof devices and pressure relief systems, compliant with ATEX standards. Perfect for chemical, pharmaceutical, and metalworking industries.

Enclosed structure effectively prevents dust and leakage, specially designed for powders and small particles. Can be integrated into automated conveying systems, widely used in chemical and food processing industries.

Heavy-duty version for larger-capacity conveying of granular or semi-fluid materials. Features enhanced torque resistance and wear-resistant coatings for cement, fertilizer, and wastewater treatment plants.
Professional Customized Conveying System Solutions
Precision-engineered material handling systems tailored to your production requirements

We provide complete standard and custom conveying systems tailored to your material handling requirements. Our engineering team designs reliable bucket elevators, belt conveyors, screw conveyors and pneumatic systems using premium components and smart configurations. All equipment is manufactured in-house with strict quality control to ensure seamless integration with your operations. We optimize each system for your specific materials, capacity needs and facility layout to deliver maximum efficiency and longevity.

Our conveying systems come with comprehensive worldwide service and maintenance support. From installation supervision to operator training and 24/7 technical assistance, we ensure your equipment maintains peak performance. We offer remote monitoring options, preventive maintenance programs and genuine spare parts to minimize downtime. Our durable, wear-resistant designs coupled with responsive after-sales service guarantee smooth material handling operations throughout your system’s lifecycle.

More about Air Slide Conveyor
By fully understanding the relevant technical parameters and structural technology of the air slide conveyor, you will have a clearer understanding of the performance advantages and application value of the equipment.
- Technical Performance
- Technical Specifications
- Pneumatic System Specifications
-
Material to be Conveyed: Dry powdered materials.
-
Conveying Capacity:
The conveying capacity of the chute is influenced by many factors and can vary significantly. Based on theoretical calculations, domestic and international reference data, and field investigations, the following values are recommended for reference when the slope is 6%:Chute Width (mm) Conveying Capacity (m³/h) 250 ~30 315 ~60 400 ~120 500 ~200 -
Slope:
-
A 6% slope is standard for straight chutes, and the slope can be adjusted freely without being affected by flange structure.
-
For coarse materials (e.g., circulating mill products), a 10% slope is recommended.
-
Generally, a steeper slope is advantageous when layout and wear conditions of the permeable layer allow.
-
-
Air Consumption:
-
1.5–3 m³/min per m² of permeable layer.
-
Air consumption is affected by material type, material condition, permeability of the layer, and chute slope.
-
A typical design value is 2 m³/min per m² of permeable layer.
-
-
Air Pressure:
-
400–600 mm water column.
-
Higher values should be selected for larger or longer chutes.
-
A typical design pressure is 500 mm water column.
-
| Parameter | Specification |
|---|---|
| Material Type | Dry powders & fine granules (≤5mm) |
| Conveying Capacity | Up to 200 m³/h (varies with slope & material) |
| Chute Width | 250mm – 500mm (custom sizes available) |
| Slope Angle | Standard 6% (3.5°), adjustable up to 10% (5.7°) for coarse materials |
| Air Consumption | 1.5–3 m³/min per m² of permeable layer |
| Air Pressure | 400–600 mm water column (typically 500 mm WC) |
| Permeable Layer | High-quality woven fabric or porous ceramic tiles (wear-resistant options available) |
-
Air consumption: 1.5-3 Nm³/min·m²
-
Operating pressure: 500-800Pa (50-80mm water gauge)
-
Air compressor requirement: Screw type (oil content <3ppm)
Note: Nm³ refers to normal cubic meters measured at standard conditions (0°C, 1 atmosphere). The water gauge (WG) pressure measurement is equivalent to millimeters of water column. The specified oil content limit ensures clean air supply for optimal system performance.
Recommended checks:
-
Whether air pressure is below 400Pa
-
Whether the permeable layer is clogged
-
Whether material moisture content exceeds the standard
-
Key measures:
-
Stop feeding material before shutting off air supply during shutdown
-
Regularly backflush with low-pressure air
-
Avoid direct impact from sharp-edged materials
-
Air slides are ideal for free-flowing dry powders and fine granular materials (typically ≤5mm) such as:
-
Cement and fly ash
-
Flour and powdered food products
-
Alumina and other mineral powders
-
Carbon black and chemical powders
Note: Materials with moisture content >1% may require special design considerations.
Related Product
-

High-efficiency grinding with adjustable fineness, ideal for cement production.
-

Efficient industrial dust collection with simple, low-maintenance design.
-
-
-

An Energy-Efficient Pneumatic Conveying Solution for Powdered Materials
The air slide conveyor is an efficient powdered material conveying device based on pneumatic conveying principles. It mainly consists of an upper trough, lower trough, permeable layer, air intake device, and supporting structure. Its working principle involves injecting low-pressure air (typically 400-800Pa) through the bottom permeable layer to fluidize the material, which then flows along the inclined trough (3-10°) under gravity.
Key Features:
-
Simple Structure: No rotating parts, only trough and permeable layer form the core conveying system
-
Ultra-Low Energy Consumption: Only 0.2-0.3kWh/ton, saving 60-70% energy compared to traditional conveyors
-
Gentle Conveying: Fluidized transport with less than 0.1% material breakage rate
-
Closed & Eco-Friendly: Fully enclosed design with dust emission concentration below 5mg/m³
-
Easy Maintenance: Main maintenance involves periodic inspection of permeable layer (replacement every 3-5 years)
Wide Applications:
Cement industry (cement, fly ash), food processing (flour, starch), chemical industry (plastic pellets, pigments), etc. Particularly suitable for applications requiring long-distance (up to 100m), high-capacity, low-breakage conveying. The equipment can be designed with special configurations like multi-point feeding/discharging, and can be integrated with dust collection and automated control systems.
Our virtually maintenance-free design only requires:
-
Monthly inspections of:
-
Permeable layer condition
-
Air pressure consistency
-
Junction seals
-
-
Quarterly:
-
Complete system purge
-
Structural integrity check
-
-
Annual:
-
Permeable layer performance test
-
Full system diagnostic
-
Follow this selection guide:
| Material Type | Recommended Width |
|---|---|
| Fine powders (≤0.1mm) | 250-315mm |
| Standard powders | 315-400mm |
| Granular materials | 400-500mm |
| High-capacity needs | 500-600mm (custom) |