







TH Series Bucket Elevator
The TH Series Bucket Elevator is a chain-type vertical conveying system designed for continuous handling of medium-to-large bulk materials, including powders, granules, and moist substances. Built with high-strength forged chains and wear-resistant buckets, it is ideal for industries such as cement, coal, mining, chemicals, and grain processing.
- High Load Capacity
- Low Failure Rate
- Dust-Free & Eco-Friendly
- Wide Material Adaptability
- Extended Lifespan
Industry-Leading TH-type Bucket Elevator Manufacturer
As a premier TH-type bucket elevator manufacturer, DARKO brings over a decade of vertical conveying expertise to global industries. Our ISO-certified lifting systems, exported to 30+ countries, provide reliable material handling solutions for cement, mining, grain, chemical, and construction applications – delivering high-capacity vertical transport with energy-efficient operation.

Reliable Material Transportation Solutions

Quiet belt operation with 15% lower energy consumption (best for lightweight materials).

Gentle plate-chain design minimizes material breakage (ideal for fragile goods).

High-lift chain design for vertical conveying up to 40m (ideal for cement/aggregates).
- Technical Specifications
- Key Features
- Applications
| Elevator Model | TH315 | TH400 | TH500 | TH630 | |||||
| Bucket Type | Zh | Sh | Zh | Sh | Zh | Sh | Zh | Sh | |
| Capacity (m³/h) | 35 | 59 | 58 | 94 | 73 | 118 | 114 | 185 | |
| Bucket | Bucket Volume (l) | 3.75 | 6 | 5.9 | 9.5 | 9.3 | 15 | 14.6 | 23.6 |
| Bucket Spacing(mm) | 512 | 688 | |||||||
| Chain | Round Steel Diameter × Pitch(mm) | ⌀18×64 | ⌀22×86 | ||||||
| Single Chain Breaking Load(KN) | ≥320 | ≥480 | |||||||
| Tractive Member Weight per Unit Length(kg/m) | 26.2 | 27.6 | 31.1 | 32.7 | 41 | 43.8 | 49.2 | 53.1 | |
| Bucket Speed(m/s) | 1.4 | 1.5 | |||||||
| Sprocket Rotation Speed(min⁻¹) | 42.5 | 37.6 | 35.8 | 31.8 | |||||
| Max. Material Lump Size(mm) | 35 | 40 | 50 | 60 | |||||
✅ High Load Capacity: Robust chain structure supports lifting heights up to 40m with a throughput range of 35~365 m³/h.
✅ Low Failure Rate: Optimized chain and bucket design minimizes jamming, reducing maintenance costs by 30%.
✅ Dust-Free & Eco-Friendly: Fully enclosed housing prevents dust leakage, complying with environmental standards.
✅ Wide Material Adaptability: Handles high-temperature (≤250°C), humid, and mildly corrosive materials.
✅ Extended Lifespan: Critical components (chains, buckets, drive units) use wear-resistant alloys or polymers, increasing service life by 50%.
1. Building Materials Industry
-
Cement Plants: Vertical conveying of raw meal, clinker, slag, fly ash, etc.
-
Glass Factories: Lifting raw materials like quartz sand, soda ash, and limestone.
2. Mining & Metallurgy
-
Ore Processing: Handling crushed iron ore, copper ore, bauxite, and other bulk materials.
-
Mineral Processing Plants: Transporting tailings and concentrate powder.
3. Energy Sector
-
Coal-Fired Power Plants: Conveying coal, furnace slag, and desulfurization gypsum.
-
Biomass Power Plants: Handling wood chips, straw pellets, and other biofuel materials.
4. Chemical & Fertilizer Industry
-
Chemical Plants: Transporting plastic pellets, soda ash, PVC powder, etc.
-
Fertilizer Production: Lifting urea, ammonium phosphate, and NPK granules.
5. Grain & Agriculture
-
Grain Silos: Elevating wheat, corn, soybeans, and other grains.
-
Feed Mills: Conveying pelleted feed and premixes.
6. Environmental & Recycling
-
Waste Treatment: Handling incineration slag and RDF (Refuse-Derived Fuel).
-
Recycling Facilities: Transporting scrap metal fragments and plastic flakes.
7. Other Industrial Applications
-
Ceramic Plants: Lifting kaolin, glaze powder, and other ceramic materials.
-
Paper Mills: Conveying pulp materials and calcium carbonate filler.
Suitable Materials
-
Powders: Cement, coal dust, fertilizer powder.
-
Granules: Grains, plastic pellets.
-
Lumps: Ores, coal (max. lump size ≤200mm).
-
Moist Materials: Sludge, clay (special bucket design required).
Key Advantages for Industrial Applications
-
Sealed Design: Prevents dust explosions (critical for chemical and grain industries).
-
Wear Resistance: Reinforced chains and buckets for mining and metallurgy.
-
High Capacity: TH400/TH630 models ideal for heavy-duty applications like power plants.
Important Notes
-
Corrosive Materials: Stainless steel construction required.
-
High-Temperature Materials (≤250°C): Custom heat-resistant chains available.
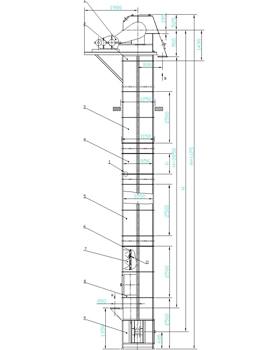
Working Principle of TH-Type Bucket Elevator
The TH-type bucket elevator operates on a continuous vertical conveying system using metal chains with attached buckets. Material is loaded into the buckets at the bottom inlet through gravity or forced feeding. As the driven sprocket rotates, the chain-and-bucket assembly moves upward within a sealed casing, preventing dust leakage. At the top, material is discharged primarily by centrifugal force (for fine powders) or gravity (for larger lumps) into the outlet chute. The empty buckets then descend along the return side to complete the cycle. Key features include high-strength forged chains for heavy loads, wear-resistant buckets, and fully enclosed design for dust control. Typical speed ranges from 0.8–1.5 m/s, with capacities up to 365 m³/h depending on model size.

Related Products




Why Choose Our TH-Type Bucket Elevator?
✅ High Efficiency & Large Capacity
-
Capacity Range: 35–365 m³/h – Ideal for demanding industrial applications.
-
Optimized Bucket Design – Ensures smooth loading and discharge, minimizing material residue.
✅ Robust & Durable Construction
-
Forged Alloy Steel Chains – High tensile strength (≥250 kN breaking load) for heavy-duty use.
-
Wear-Resistant Buckets – Available in Q235 steel, stainless steel, or nylon for different materials.
✅ Low Maintenance & Long Service Life
-
Sealed Bearings & Auto-Lubrication – Reduces wear and extends component lifespan.
-
Modular Design – Easy inspection and replacement of parts (buckets, chains, sprockets).
✅ Versatile Material Handling
-
Powders, Granules & Lumps – Handles cement, coal, ores, grains, and more.
-
High-Temperature & Corrosive Materials – Special heat-resistant (≤250°C) and anti-corrosion options available.
✅ Dust-Free & Environmentally Friendly
-
Fully Enclosed Casing – Prevents dust leakage, meeting industrial safety standards.
-
Low Noise Operation – Suitable for indoor and urban facilities.
✅ Customizable Solutions
-
Tailored to Your Needs – Adjustable speed, bucket type, and discharge method.
-
Explosion-Proof & Anti-Static Options – For hazardous environments (e.g., coal, chemical plants).
✅ Reliable After-Sales Support
-
12-Month Warranty & Lifetime Technical Assistance
-
Global Spare Parts Supply & Fast Response
TH-type elevators can handle various bulk materials, including:
-
Powdered materials: Cement, fly ash, mineral powder
-
Granular materials: Grains, fertilizers, plastic pellets
-
Lump materials: Coal, ores, crushed stone (max. lump size ≤200mm)
-
Moist or mildly corrosive materials: Clay, sludge (special buckets required)
Key differences are as follows:
| Comparison | TH-Type | NE-Type |
|---|---|---|
| Traction Element | Forged alloy steel chains | Steel plate chains |
| Temp. Resistance | ≤250°C | ≤400°C (better for high heat) |
| Cost | Lower (cost-effective) | Higher (for heavy-duty use) |
| Typical Uses | Cement, coal, grains | High-temp. clinker, chemicals |
Yes, full customization is available, including:
-
Dimensions: Lifting height, casing width (TH315-TH630).
-
Materials: Stainless steel buckets, corrosion-resistant chains, etc.
-
Special requirements: Explosion-proof, high-temp. resistance, VFD speed control.
(Provide material samples or operational parameters for a tailored solution!)
-
Standard models: Max. single-unit lifting height is 40 meters.
-
Taller requirements: Can be achieved via multi-stage cascading (custom design needed).
-
Note: Chain strength and motor power must be adjusted for greater heights.