



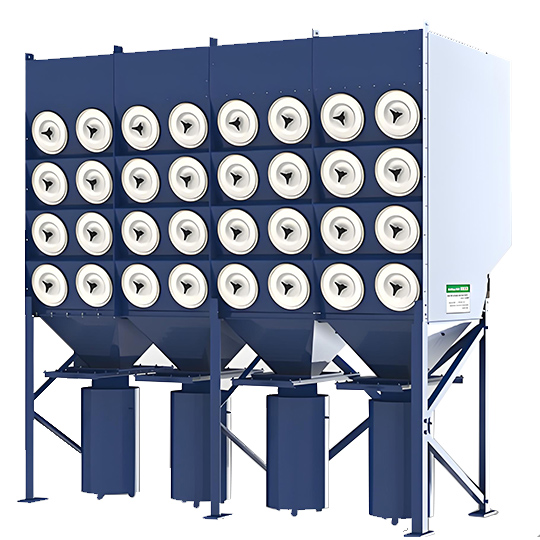

Cartridge Dust Collector
Darko supplies a full range of high-performance cartridge dust collector models, including the efficient pulse jet cartridge dust collector. We offer fully customized dust collectors to meet unique operational needs, along with reliable replacement dust collector filter cartridge accessories. Committed to delivering the best dust collection system, our dust removal equipment is widely applied in cement, mining, building materials, metallurgy and general industrial sectors, ensuring stable dust suppression and eco-friendly production.
- Exceptional Filtration Efficiency
- Compact Space-Saving Design
- Long Service Life & Easy Maintenance
- Energy-Saving Intelligence
- Harsh Environment Adaptability
Cartridge Dust Collector Working Principle
Dust-laden air first enters the Cartridge Collector’s hopper, where coarse particles settle by gravity and inertia. Fine particles proceed into the filtration chamber and are efficiently captured on the cartridge surface through sieve effect and Brownian diffusion. When system resistance reaches the preset value, the pulse-jet cleaning system activates: PLC-controlled compressed air (0.3-0.6MPa) instantly blows inside the cartridge, dislodging dust into the hopper.
The Cartridge Collector employs compartmentalized cyclic cleaning technology to ensure continuous operation, with purified air discharged through the clean air chamber.
High-Efficiency Cartridge Dust Collectors for Sale | Modern Solutions for Fine Dust
As a professional manufacturer of cartridge dust collectors, we provide customized high-efficiency dust control equipment for industries with stringent air quality requirements, such as lithium battery material production, laser cutting, welding, food processing, pharmaceuticals, and spray painting. Utilizing advanced pleated cartridge filtration technology, we deliver industrial dust collection solutions characterized by high filtration precision, low maintenance costs, and compact modular designs, with particular expertise in handling fine dust particles above 0.3 microns.

Tailored for cement plants, our cartridge dust collectors suit silo tops, bulk loaders, crushers and other common dust points. Durable and low-maintenance for harsh cement working conditions.

Designed to handle submicron metal oxide fumes (containing chromium, manganese, nickel compounds) generated by MIG/TIG welding and plasma cutting, with explosion-proof design compliant with OSHA/ISO safety standards.

Processes sawdust (hardwood/softwood), MDF dust, and paint particles from sanding, sawing, and CNC machining. Fire and explosion-proof configuration certified to NFPA 664.

Collects food-grade dust such as flour, milk powder, seasonings, and powdered sugar. Full stainless steel construction complies with FDA/USDA hygiene standards and supports CIP (Clean-in-Place) cleaning.

Meets GMP cleanroom requirements for API active pharmaceutical ingredients, tablet powders, and vitamin production, achieving 99.99% collection efficiency for particles ≤0.3µm.

Handles combustible chemical dusts such as epoxy and polyester powders. ATEX/IECEx Zone 21 certified, equipped with explosion venting and suppression systems.

Collects organic dust from grain loading/unloading, feed processing, and silo ventilation. Explosion-proof design complies with NFPA 61 standards, eliminating dust explosion risks.
Why Choose Cartridge Dust Collectors?

Uses imported polyester fiber with sub-micron fiber layers, capturing 99.6% of fine dust particles for clean air compliance.

Handles various dust types, including sub-micron particles, suitable for industrial, woodworking, and pharmaceutical environments.

Online/offline pulse cleaning ensures continuous operation without downtime, improving dust collector efficiency.

High airflow, low velocity design reduces system resistance, lowering energy costs and operating expenses.

Quick filter cartridge replacement and simple dust bin emptying minimize maintenance time and labor costs.

Pleated filter media maximizes filter surface area while maintaining a compact footprint, ideal for limited-space installations.

Premium filter material + automated controls extend service life and ensure stable performance.

Enclosed structure reduces noise pollution, creating a safer and quieter workplace.
Our Service Process
Our end-to-end service ensures high-efficiency dust collection systems with reliable performance and fast technical support.

We analyze your production requirements to provide customized equipment selection ensuring perfect system compatibility.

Our senior engineers create personalized solutions with optimized system configuration based on your specifications.

Detailed pricing covering equipment, installation, shipping and after-sales service with no hidden costs.

Strict quality control at our ISO-certified factory guarantees reliable equipment performance.

Dedicated logistics team ensures on-time delivery with complete installation guidance and training.

24/7 technical support with scheduled maintenance alerts and fast spare parts delivery.
High-Efficiency Cartridge Dust Collection System
The cartridge dust collector utilizes pleated filter elements in a pulse-jet configuration, enabling tool-free external replacement that eliminates confined space access requirements while keeping maintenance clean and simple. Its innovative rectangular top plate design prevents installation errors, while the compact folded filter media provides 30-100% more surface area than conventional filters – reducing air velocity and system resistance while maintaining high cleaning efficiency (>99.6%). This space-saving design delivers superior particulate capture, particularly for fine dust applications.


Dust Collector Filters
Filter cartridges are the core components of cartridge dust collectors. We supply high-quality filter cartridges featuring high filtration efficiency, large dust-holding capacity, and a long service life. Our cartridges are available in a variety of filter media (PET, PTFE-coated, anti-static, aramid, etc.), allowing for selection based on specific requirements. We also offer customization options for filter cartridges from various internationally renowned brands.
Manufactured from premium filter media, these cartridges efficiently capture fine dust particles while offering excellent wear resistance, moisture resistance, and resistance to clogging. They are easy to install and replace, significantly reducing operational and maintenance costs and ensuring the long-term, stable operation of pulse-jet cartridge dust collectors.
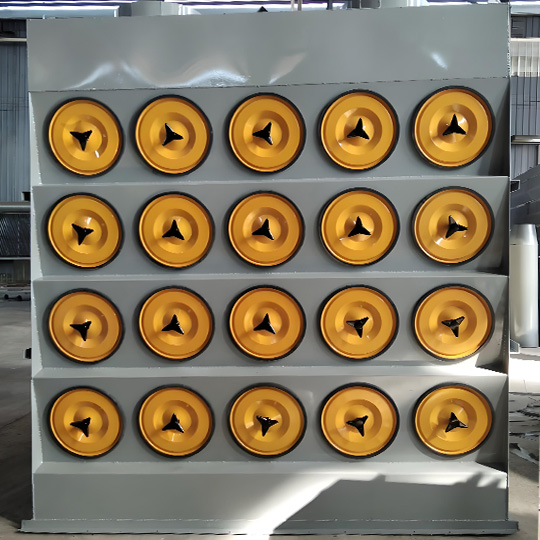
Own Factory, High Quality Manufacturing Power


Industry-Specific Cartridge Dust Collectors | Custom Solutions
As a professional cartridge dust collector manufacturer, we provide customized cartridge dust collector solutions for industries including metal processing, food & pharmaceuticals, and chemical spraying. Whether for new project installations or existing system upgrades, we leverage efficient cartridge dust collection system design and manufacturing technologies to help clients achieve ultra-low dust emissions, optimize energy consumption, and ensure long-term stable operation. Every successful case demonstrates our professional expertise and continuous innovation in the field of industrial dust control.

Dust Source: Thermal Spray Painting
Main Dust Composition: SiO₂, Aluminum Powder, Yttrium Dioxide
Process Design: Explosion-Isolation/Venting “Magazine-Type” Cartridge Dust Collector
Dust Collector Airflow: 24,000 CMH
Dust Collector Efficiency: 99.99% @ 0.2–2 μm

Dust Source: Raw Material Vertical Mill, Coal Grinding System
Main Composition: Limestone Powder, Clay, Coal Dust
Process Design: Explosion-Proof High-Temperature Cartridge Dust Collector
Airflow: 85,000 CMH
Efficiency: 99.8% @ 10 μm

Dust Source: Flash Dryer, Centrifuge
Main Composition: PVC Resin Powder, Residual Vinyl Chloride Monomer
Process Design: Anti-Static Cartridge Dust Collector with VOC Adsorption Module
Airflow: 32,000 CMH
Efficiency: 99.9% @ 2 μm

Dust Source: Ore Hopper Unloading, Coke Conveying
Main Composition: Iron Ore Powder, Coke Dust, Sintered Ore Dust
Process Design: Wear-Resistant Heavy-Duty Cartridge Dust Collector
Airflow: 120,000 CMH
Efficiency: 99.7% @ 5 μm
Custom-Built & Reliably Supported
We provide a complete range of standard and customized dust collection systems, supported by our global service network to deliver end-to-end solutions – from equipment selection to long-term maintenance – for industrial clients worldwide.

We provide both standard and custom-designed systems. Our engineering team creates tailored solutions for any application, backed by 10 years of industry experience. Choose from our complete range – compact cartridge collectors, industrial baghouses, and specialized flue gas filters – all optimized for your specific needs and space requirements.All filters are manufactured in our own factories, streamlining the process for optimal efficiency and strict quality control.

To ensure long-term stable operation, Darko prioritizes maintenance-friendly designs and provides complete after-sales service. Our cartridge dust collectors come standard with industry-leading nano-fiber filters that efficiently capture dust emissions and sub-micron airborne particles. Globally, we offer remote technical support, video guidance, and genuine spare parts to guarantee worry-free operation throughout your equipment’s lifecycle. Through preventive maintenance and continuous service support, Darko helps maximize equipment longevity while reducing operating costs and improving production efficiency.

More about Cartridge Dust Collectors
By fully understanding the relevant technical parameters and structural technology of the cartridge dust collector, you will have a clearer understanding of the performance advantages and application value of the equipment.
- Technical Parameters
- Constitute
- Technologies
| Model
Technology |
YX-1 | YX-2 | YX-3 | YX-4 | YX-5 |
| Air volume(m3/h) | 1500 | 1800 | 2100 | 2400 | 2700 |
| Filter area(m3) | 25 | 30 | 35 | 40 | 45 |
| Number of filter cartridges(pcs) | 5 | 6 | 7 | 8 | 9 |
| Filter cartridge specifications(mm) | 200*660 | ||||
| Pulse valve specifications(“) | DCF-40S | ||||
| Number of pulse valves (pcs) | 2 | 2 | 3 | 3 | 4 |
| Injection volume(m3/min) | 0.27 | ||||
| Coarse filter inlet concentration(g/m3) | ≤100 | ||||
| Coarse filtration outlet concentration (mg/m3) | ≤30 | ||||
| Fine filter inlet concentration (mg/m3) | ≤10000 | ||||
| Fine filtration outlet concentration (mg/m3) | ≤10 | ||||
The cartridge dust collector consists of the following key components:
-
Inlet/outlet ducts – For contaminated air intake and clean air discharge
-
Main housing – Contains the filtration chamber and pulse-cleaning compartment
-
Hopper – Collects dislodged dust for disposal
-
Cleaning system – Integrated pulse-jet mechanism with flow guidance
-
Air distribution baffle – Positioned at the inlet for optimal flow
-
Filter cartridges – The core filtration elements
-
Electrical controls – Automated system operation
Dust Cleaning Mechanism
Conventional cartridge dust collectors typically employ two cleaning methods:
-
High-pressure reverse airflow cleaning: Provides uniform airflow distribution but consumes 30-40% more compressed air
-
Pulse-jet cleaning: Energy-efficient but suffers from weaker airflow penetration
Our Technical Improvements:
-
Enhanced Pulse-Jet System
-
Added flow diverters to pulse pipes to amplify induced airflow
-
Removed upper airflow ducts to allow simultaneous entry of both pulse and induced airflows
-
-
Performance Advantages
-
Generates 3-5× stronger effective cleaning airflow than standard systems
-
Reduces compressed air consumption by 25% while improving dust removal efficiency
-
Air Distribution System
Optimal airflow distribution is critical to:
-
Prevent high-velocity wear at the inlet (>1.2 m/s causes filter abrasion)
-
Ensure even dust settlement patterns
Technical Specifications:
-
Perforated distribution plate with 35% open area ratio
-
Verified resistance coefficient <2 at operational velocities
-
CFD-validated for airflow velocities <0.8 m/s
Cartridge dust collectors use pleated filters, providing 2-3 times more filtration area than baghouses in the same footprint, resulting in lower air velocity, reduced pressure drop, and 20-30% energy savings.
-
Choose cartridge collectors if:
-
Your dust particles are <5 microns (e.g., welding fumes, pharmaceutical powders)
-
You need space-saving equipment
-
-
Choose baghouses if:
-
Handling high-temperature (>120°C), moist, or sticky dust
-
Standard cartridges last 1.5-3 years, but you can extend their life by:
✓ Using PTFE membrane-coated cartridges (anti-stick, corrosion-resistant)
✓ Keeping inlet velocity <0.8 m/s (reduces abrasion)
✓ Maintaining pulse-jet pressure at 0.4-0.6 MPa
✓ Avoiding overloading (recommended dust concentration <50 g/m³)
Yes, with special modifications:
-
Explosion-proof cartridges: Conductive/anti-static media
-
Pressure relief vents: Compliant with ATEX/NFPA standards
-
Proper grounding: Prevents static buildup
-
Case study: Our explosion-proof system for an aluminum powder plant has operated safely for 5+ years
Replace Cartridge Dust Collector Filters immediately if any of the following three key signs appear:
1. Sustained High Differential Pressure
The system pressure drop consistently exceeds 1.5 times the initial design value (e.g., initial 800 Pa, sustained >1200 Pa) and does not decrease after pulse cleaning.
2. Visible Dust Emission
Visible dust (“dusting”) is observed at the exhaust outlet, or continuous超标 emissions are shown by online monitoring, indicating potential filter cartridge damage.
3. Reached Service Life or Physical Damage Found
-
Standard Service Life: After 1-3 years of continuous operation (approx. 8,000-16,000 hours).
-
Visible Physical Damage: Holes, burn-through, corrosion on the pleated filter cartridge surface, or aged gasket seals.
Replacement Recommendation:
✅ Replace all filter cartridges within the same module to maintain system balance.
✅ Investigate the root cause during replacement (e.g., uneven airflow, ineffective cleaning, changed operating conditions).
Core Dust Collection Equipment
-

Specifically designed for combustible dust environments with integrated explosion-proof devices and pressure relief systems, compliant with ATEX standards. Perfect for chemical, pharmaceutical, and metalworking industries.
-

Incorporating advanced pulse-jet cleaning technology for automatic filter maintenance and continuous high-efficiency operation. Offers large air volume capacity with low energy consumption, making it ideal for woodworking and food processing applications.
-

Utilizing centrifugal separation principle to effectively remove large particulate matter. Can serve as pre-filters or standalone units with simple structure, no consumables, and low operating costs – excellent for primary dust collection needs.
-

Built to last with customizable filter media, our bag filters are tailored to withstand the toughest industrial environments, from high temperatures to corrosive fumes.
When to Choose Cartridge Dust Collectors Over Baghouses?
Cartridge dust collectors outperform baghouses in handling fine particulate matter, high-efficiency filtration, and space-saving industrial dust collection. Ideal for powder recovery systems, lightweight dust removal, and compact factory layouts, they offer superior air pollution control with low-maintenance designs.
1. High-Efficiency Filtration for Fine Dust
Industries like cement manufacturing and powder metallurgy generate micron-sized particles. Cartridge dust collectors use nanofiber filter media to achieve >99.9% filtration efficiency, making them superior to baghouses for sub-micron particle capture.
2. Precision Industries with Ultra-Fine Particles
In electronics manufacturing and pharmaceutical production, dust particles often measure <5 microns. Cartridge collectors feature multi-layer pleated filters with PTFE membrane coatings, ensuring HEPA-grade filtration for cleanroom compliance.
3. Lightweight Dust Applications
For fly ash collection in coal-fired power plants or flue gas desulfurization (FGD), cartridge systems prevent filter clogging and reduce pressure drop, optimizing energy efficiency.
4. Powder Recycling & Material Recovery
Metal processing plants and additive manufacturing benefit from cartridge collectors’ high powder recovery rates, enabling cost-effective reuse of valuable materials like titanium or aluminum powders.
5. Compact & Modular Design
With a small footprint and stackable configurations, cartridge dust collectors fit space-constrained facilities. Their modular filter replacement simplifies maintenance vs. bulky baghouses.
Our systems reduce energy consumption by 30%+ through:
-
VFD-controlled fans: Adjust airflow based on differential pressure
-
High-efficiency pulse valves: <0.3 m³ compressed air per pulse
-
Low-resistance design: System pressure drop <1200 Pa (tested)
Solutions vary by severity:
🔧 Minor clogging: Adjust pulse frequency/pressure
🔧 Severe clogging: Check if the wrong filter media was used (e.g., standard cartridges for oily dust)
🔧 Last resort: Our on-site chemical cleaning service (no disassembly required)